Как сделать ТВС
Давно обещал, и наконец настал час исполнить обещанное.
1. Задача.
Для поздравления с 8 марта дам, трудящихся в энергетической отрасли нужны вазы. Цветы - это, конечно прекрасно, но они увянут, а ваза совсем другое дело.
Начинается процесс с эскиза:

Образ навеян ТВС ВВЭР 1200.
Тепловыделяющей сборкой водо-водяных реакторов, говоря по-простому.
Это главная составляющая атомного реактора. Именно эта штука кипятит воду, которая потом вращает лопасти турбин, вырабатывающих электроэнергию.
Эскиз был не первый. Никогда так не бывает, чтоб с первого эскиза заказчик воспылал желанием принять увиденное. Обычно он приходит с идеями и сначала нужно поработать именно с ними. Идеи показывать не буду, они не мои, но можете нафантазировать сами по описанию: представьте себе градирни, на которых сидят волнистые попугаи, снегири и синички. В общем, в процессе от градирен мы ушли к сердцу реактора.
2. Модель.
Поскольку за согласованиями и прочими важными делами все сроки были истрачены и до 8 марта оставалось меньше месяца (причем не нормального полноценного месяца, а ФЕВРАЛЯ), решено было печатать модель на фотополимерном принтере.
Вазу нам нужно получить конкретного размера: двадцать пять сантиметров в высоту, ни больше, ни меньше. А фарфор в процессе изготовления дает усадку 16%. Грубо говоря, если модель будет 1 метр в высоту, то из нее получится сделать вазу высотой 84 см.
250 мм / 0.84 = 297,619 мм - вот такой высоты нужно делать модель, чтобы после всех манипуляций получить изделие высотой 25см. Округляем до 298 мм, печатаем:

И только увидев готовую модель мозг покинул привычные поведенческие шаблоны керамиста и родил мудрую мысль: "А за каким вообще лешим, мы печатали модель вазы?! У нас тут мало того, что февраль на дворе, так мы еще целый день потратили на печать ВАЗЫ! А дальше что? Снимать с нее 25 рабочих форм для отливки? Как раз в 20 числах феврали и закончим делать формы. Отменить!"
Короче, увлеклись, бывает, но на дворе-то 10 февраля! Пора начинать паниковать, но мы не такие.
Возвращаемся в рациональное русло и печатаем модели рабочей формы.

Тут у нас донце и один элемент формы. Полная рабочая форма для отливки состоит из 3 элементов + донце. И при этом все они абсолютно одинаковые и взаимозаменяемые, если что. А это самое "если что" при таких сроках случится не-ми-ну-е-мо.
Теперь их надо тиражировать, чтобы можно было экстремально быстро изготовить 50 прекрасных ваз. А что значит экстремально быстро? На сушку рабочей формы, например, обычно уходит минимум 5 дней. А лучше 7. Потом в нее можно отлить вазу и приступить к сушке вазы. Тоже не 5 минут, как вы понимаете. 2-3 дня хотя бы, иначе треснет в обжиге. Первый обжиг длится 2 суток, потом глазуровка и второй обжиг... Короче, земля под ногами начинала гореть.
3. Кап.
Рабочая форма для фарфорового литья делается из гипса. В нашем случае тиражировать гипс проще всего через силиконовую форму модели. Срочно за работу!
Из пластилина делаем тонкую "рубашку" для модели донца. В последствии место пластилина займет силикон.
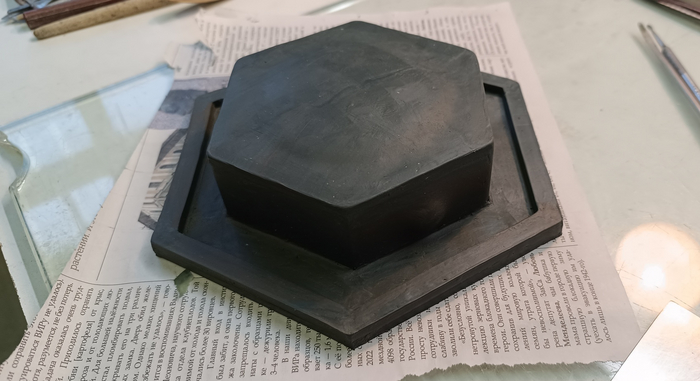
Снабжаем его литниками и небольшими замочками. Ставим опалубку:

И заливаем в опалубку гипс. Это будет наш кап. Кап, цек - у керамистов много незатейливых терминов в ходу. Ибо времени вечно не хватает и на длинные слова его тратить нельзя. Но это не точно.

Параллельно делаем тоже самое с моделью формы:

Поскольку времени в обрез, силикон будет только с рабочей стороны модели. А внешняя сторона останется без силикона. Её уже заковали в гипс так стремительно, что я даже сфотографировать не успел.
Ставим опалубку, заливаем гипсом. Гвозди нужны для того, чтобы их потом вынуть из гипсовой отливки. А на месте гвоздей останутся отверстия для воздухоотведения. Они полезные. Помогают залить на место пластилина силикон без пузырей.

Удалив из гипса пластилиновую "рубашку", заливаем на ее место силикон:
Точно так же силикон был залит и в кап с донцем.
- Что за кап еще такой?! - справедливо возмутится читатель.
До этого момента объяснить было сложнее, чем теперь. А вот теперь запоминайте: кап, это форма для отливки рабочих форм.
Стало еще непонятнее? Разъясняю.
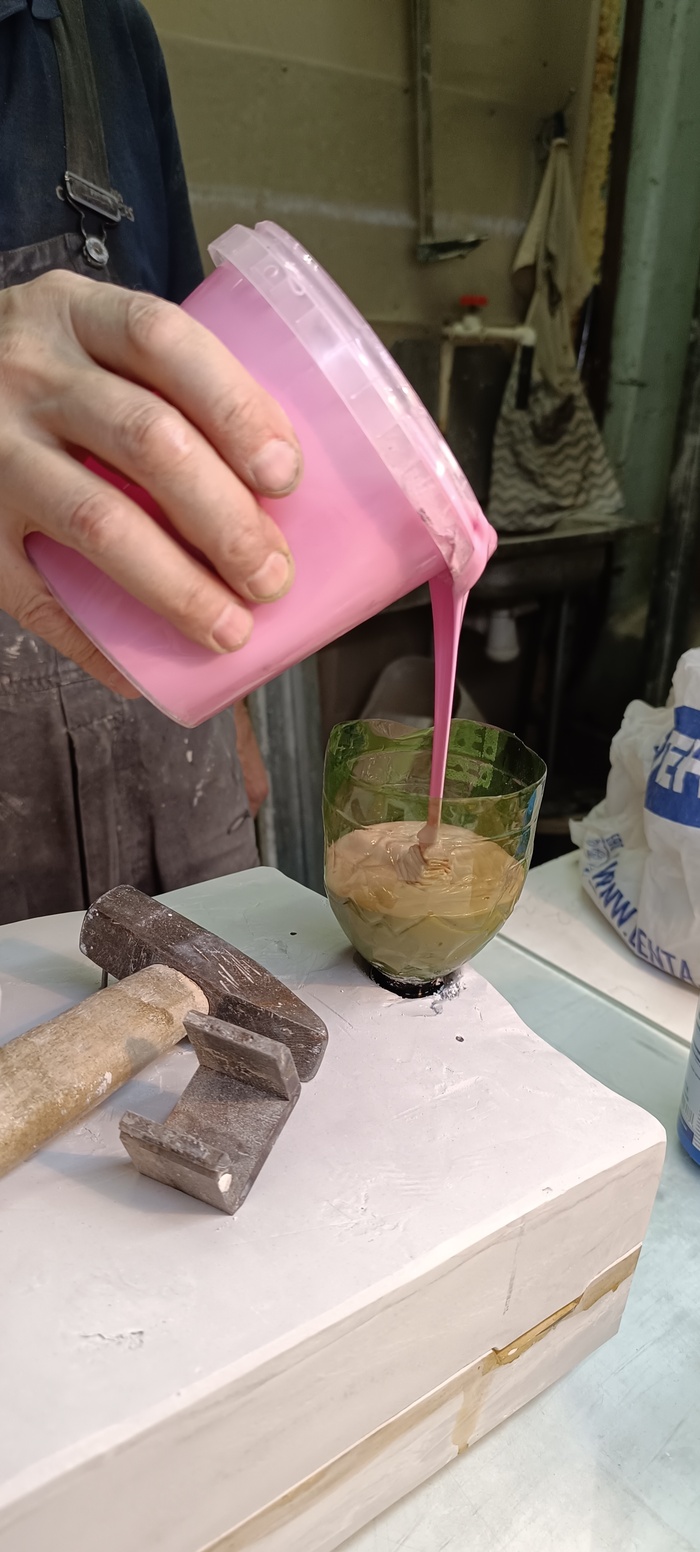
Берешь кап. Желательно силиконовый, потому что он розовый мягкий и не ломается. Заливаешь в него гипс и получаешь кусок от той формы, в которую будешь потом заливать фарфор.
Короче, потерпите, скоро вы все поймете.
А пока льём красивый силикон:

На следующий день силикон полимеризовался и с ним можно работать дальше.
4. Рабочая форма.
Тут я моргнул, а когда открыл глаза, тираж рабочих форм уже был не только отлит, но и высушен, собран в рабочие формы и залит фарфоровым шликером.
- Мы тут только с капом разобрались, а ты нам шликером каким-то в лицо тычешь?! - снова возмутится читатель.
Объясняю.
Шликер, это разведенная до консистенции густых сливок глина, фаянс или фарфор. Короче, сырье для производства керамики. Вон он, налит в наши замечательные универсальные рабочие формы.
5. Отливка:

Надо пояснять почему именно эти формы называются рабочими? Если кто не догадался, пишите в комменты. Отвечу в личку. Наверное.
После заливки первой рабочей формы шликером, включаем таймер на 20 минут и поочередно заливаем все комплекты. Когда таймер запищит, бросаем все и мчимся сливать шликер из первой формы. И снова ставим таймер, но уже на 40 минут. Затем сливаем шликер из второй и так далее по порядку.
Когда запищит и этот таймер, можно начинать разбирать формы, чтобы посмотреть, что у нас там внутри делается:

Вот они, стройные ряды, уходящие до горизонта.
И тут внимательный читатель снова спросит:
- Минуточку! Ты ж только что мчался сливать шликер из форм по свистку таймера! Откуда там это все взялось, если ты его слил?!
Дело все в том, что шликер у нас волшебный имеет в составе воду. А гипс имеет полезное свойство воду впитывать, а фарфор не впитывать. За те 20 минут, пока шликер находился в рабочих формах, часть воды из него впиталась в гипс, а в месте контакта шликера с гипсом образовалась плотная фарфоровая "скорлупка" толщиной около 4-5 мм. Вот ее-то мы и можем вынуть из рабочей формы, когда таймер просвистел нам 40 минут. За это время отливка из шликерной жижи превратилась в самостоятельно стоящую без посторонней помощи вазу.
Чистим их от облоя, сушим, и отправляем в печь для первого обжига. Он у керамистов называется утельный. А предметы, прошедшие утельный обжиг, становятся отныне "утелем". Ударение на У. Почему? Потому. Некогда объяснять, сроки горят, восьмое марта на носу!
Сорян, фоток ваз в печи нет. Моргнул. Виноват, каюсь.
6. Утельный обжиг.
Вот они уже после первого обжига столпились в ожидании глазуровки. Румяные и довольные, как после бани:

7. Глазуровка.
Покрываем их глазурью при помощи пульверизатора:

И снова отправляем в обжиг. Тут не моргал, фоточка имеется.

- Какой-какой? ПолитОй?
- Да. Ударение на второе О. Такие у керамистов словечки в обиходе, что поделать.
Почему так мало? Потому что это первопроходцы. Пробники. Мало ли что случиться может? А вдруг в составе глазури что-то напутали и они станут не того цвета после обжига?
Первый закон керамиста (а у керамистов есть свои законы) гласит:
"Никогда, ни при каких обстоятельствах, не обжигай большую партию без пробника."
Даже когда сроки горят синим пламенем, а заказчик в ярости вертится на пупе и грозит вам всеми карами небесными, этот закон нарушать нельзя.
И мы законопослушно не нарушаем.
Волнительные сутки (полупустую печь можно прожечь за сутки) и пробники готовы:

Все отлично!
Решительно и смело глазуруем остальные, обжигаем, упаковываем и отправляем! А на календаре, между прочим 4 марта. Как раз, чтоб успеть всех одарить к празднику :)
Ну, а себе мы потом сделали бирюзовые вазочки в честь свечения Вавилова-Черенкова. С красивым цеком:

Как и положено предметам, имеющим свечение Вавилова-Черенкова, вазочка отлично кипятит воду, о чем я вам уже рассказывал сразу, как только март закончился: