Как завести себе ЧПУ-фрезер
Коллеги, вам нужен ЧПУ-станок. Заведите его как можно скорее.
Пять лет назад я в ответ на это заявление сказал бы "ну, может быть, когда-нибудь" - и пошел бы дальше швабры строгать.
Вы, скорее всего, подумали примерно то же самое. Но нет, вы не поняли: ЧПУ-фрезер нужно заводить как можно быстрее. Очень трудно объяснить, НАСКОЛЬКО он полезен. Почему-то владельцы таких станков не торопятся подробно описывать всю прелесть своего положения. Что ж, это сделаю я.
Я годами ходил к знакомому ЧПУ-оператору, чтобы у него выфрезеровать на заказ что-нибудь заковыристое. Я думал, что этого достаточно, и что собственный станок мне не нужен. А вот Андрей из guitarlaboratory.ru однажды рассказал, что использует ЧПУ каждый день, значительную часть времени, - для кучи мелких дел, столярки по месту и т.д. Вот его мастерская:
Я тогда не поверил, потому что в моем представлении к работе на ЧПУ надо готовиться примерно как к сварке. А сейчас я на своем станке мимоходом делаю из косых рамочек хамбакеров прямые. Цепляю их к столу мордой вниз, делаю программу, запустил аппарат и вжж-вжж по 0,8 мм - через минуту рамки идеально плоские, только заусенцы сбить.
Таких мелочей десятки. За ними к друзьям не набегаешься.
После некоторой тренировки даже самые рутинные процедуры на ЧПУ делаются точнее и быстрее. Перефрезеровка паза под гриф под другой угол? Ради бога. Инкрустации и пазы под них? В два счета. Пазы под анкер и карбоновые стержни на очередном кривом гибсоне? Легко. Кондукторы и шаблоны всех типов? Запросто. Через пару недель изучения темы и пробных запилов всего подряд я вдруг начал иначе думать. Как если бы я раньше не знал, что дерево можно резать, а не только шлифовать - а тут вдруг открыл для себя рубанок и стамеску. От настолько масштабных прорывов я давно уже отвык.

Чтоб я еще хоть раз фрезеровал эти поганые пазы под карбон и анкер вручную!..
Мир переворачивается, пацаны. Вот что происходит, когда ты затаскиваешь станок в мастерскую и немножко прочухиваешь, как с ним обращаться.
*
Но мотивация - это полдела. Предстоит еще понять, с какой стороны подойти к вопросу выбора станка и как с ним освоиться. Все знают, что на него нужна куча денег (а сколько, кстати?..), много места и прочее, но конкретные детали размазаны по всему интернету. "Избыток информации ведет к оскудению души" и все такое. Я знаю это по себе, потому что давненько размышлял о ЧПУ, и добрался до цели - "станок работает в мастерской каждый день" - буквально только что, весной 2020-го.
Это текст для тех, кто не понимает, как ухватиться за тему. Мне такого текста очень не хватало.
Я не эксперт в ЧПУ. Однако это и хорошо: статьи экспертов редко ориентированы на гитарных мастеров, не имеющих опыта работы на таких станках. Где-то мои представления специалисту покажутся наивными - пускай. Зато я пихну не-специалистов в нужном направлении.
*
О чем речь
ЧПУ-фрезер, который тут обсуждается - фрезерная головка (шпиндель), закрепленная над столом и способная перемещаться в трех измерениях. Перемещение осуществляется шаговыми двигателями по направляющим через некоторый механический привод (наиболее распространены ШВП, шарико-винтовые передачи). Элемент конструкции, обеспечивающий подъем шпинделя над поверхностью стола, называется порталом. Основа станка, на которой все это собрано, называется рамой.
Терминов много, но почти все это имеет аналог на ручном фрезере и приспособлениях для него :)
(фотка Олега Краснова)
Несложно все то же самое обнаружить уже на настоящем станке:

(фотка с cnc-tehnologi.ru)
Шаговые двигатели управляются контроллером. Он переводит управляющий код (G-код, также программу) в импульсы, подающиеся на шаговые двигатели, а также может регулировать обороты шпинделя и прочие параметры станка. Контроллер бывает независимый от компьютера ("у меня станок с пультом"), либо управляющийся с него ("у меня станок рулится через мач" - по названию популярного софта Mach3).
G-кода не нужно бояться - в него даже не нужно залезать. Это стандартный язык управления ЧПУ-станками, его можно писать и редактировать вручную, однако в большинстве случаев это не целесообразно. Для повседневных задач применяются CAM-программы (камы), которые позволяют визуализировать различные методы обработки на основе 3D-модели, после чего перевести их в G-код (примерно тем же занимаются компиляторы языков программирования: преобразуют понятное человеку в понятное машине). Эта процедура называется постпроцессингом. Нужный постпроцессор (своего рода компилятор) выбирается в кам-программе под имеющийся контроллер. Если станок с пультом - в пульте есть USB-порт, и туда носят файлы с кодом на флешке. Ну а если станок с компьютером, то можно их хоть по почте прислать.
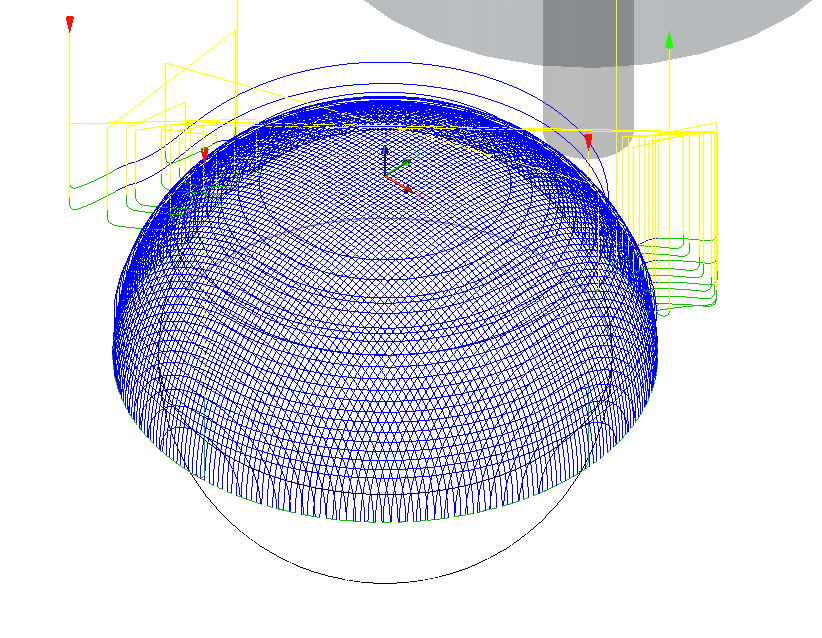
Вот скриншот из кам-модуля программы Fusion360 с построенной траекторией шпинделя:
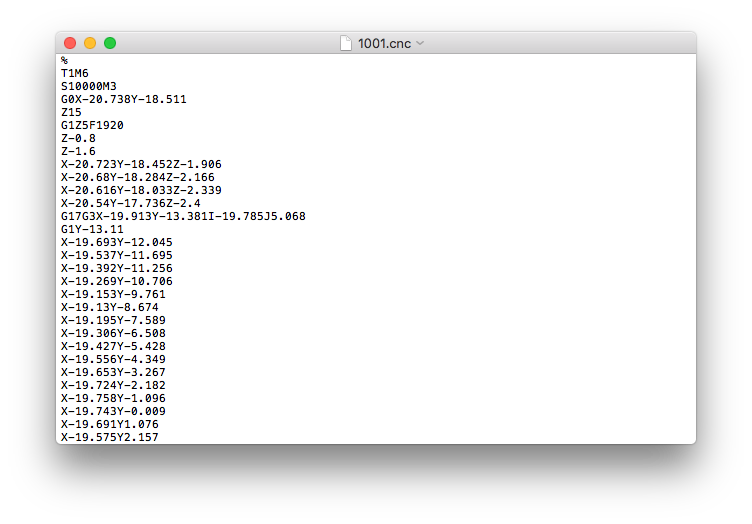
Вот начало G-кода, сгенерированного нажатием на кнопку Post Process. Необходимости в него лазить нет, но поглядеть - интересно. После технической информации видны векторы первых движений шпинделя.
А вот результат работы станка по этому файлу:

Без дополнительной обработки, да. Чуете, чуете, какая штука?..
*
Сколько стоит
Во всяком деле есть цена за входной билет: сумма, которую надо потратить, чтобы не страдать и не возиться больше нужного. В случае шуруповерта, например, это около 70$. В конце 2017-го я спросил Александра Даева - большого знатока и гитарного дела, и ЧПУ, - сколько денег нужно, чтобы получить достаточно приличный станок под наши дела. Его ответ: 200 тысяч рублей. Вот, видимо, разумная оценка цены входного билета: 3-4 тысячи долларов.
Это много (особенно по сравнению с ручным фрезером). Но даже вдвое более дорогой станок неизбежно окупится, - если вы, конечно, не ворон ловите, а имеете постоянный поток задач. Пока я сам не обзавелся ЧПУ-фрезером, я думал, что он хорошо годится только для серийного изготовления, а под разовые штуки его устанешь настраивать. Так вот, нет. Пользы очень много даже в мелком ремонте гитар. Хотя, конечно, изготовление инструментов тоже становится СИЛЬНО проще.
В сообществах энтузиастов часто отговаривают новичков от покупки фирменных станков, предлагая вместо этого все собрать самому. Я не советую этим заниматься: это как собирать себе гитарный усилитель. Если задача - хорошо разобраться в конструкции, то это еще туда-сюда. А вот если хотелось-то пользоваться, а не возиться, - тогда ну нафиг, проще готовый купить. Правда, многие мастера используют самостоятельную сборку ЧПУ как покупку в рассрочку: деньги, по мере их появления, тратятся на запчасти. Я не имею ничего против сборки как таковой, но новичку ее рекомендовать не стал бы.
Фирменный станок готов к работе с первого дня и, в идеальном случае, сопровождается техподдержкой. Это - одна из причин, по которой я купил подержанный "росфрезер": когда конструктор станка сидит в Подмосковье, а не в Гуанчжоу, с ним легче найти общий язык. Мои надежды оправдались: хотя станку уже лет семь и эта модель давно снята с производства, сотрудник Росфрезера по имени Олег молниеносно отвечает по емейлу на мои заковыристые вопросы, и это дорогого стоит.
*
Характеристики, которые важны при выборе
Рабочее поле (также размер стола) - диапазон положений шпинделя по осям X и Y. Это не то же самое, что "максимальный размер детали": если длинная деталь проходит по ширине между опорами портала, ее можно обработать в несколько проходов (у большинства станков габарит детали поперек портала ничем не ограничен).
На недорогих станках чаще всего встречается поле 600*900 мм. Эти размеры следует читать как "точно влезет", а не "в точности равно": на своем "росфрезере" я с удивлением обнаружил небольшой бонус (610*925). Такого поля хватает для выпиливания любых грифов и корпусов. Гитара целиком тоже влезет, а вот типичный бас - уже нет: полная длина джазбаса составляет 1181 мм, тогда как диагональ поля 600*900 равна 1081. Это ограничение можно обойти сдвигом заготовки, но если вы собираетесь делать исключительно "Тандерберды", - то, видимо, целесообразно купить станок подлиннее.
Общий габарит - как правило, отличается от рабочего поля незначительно. В любом случае, засовывать станок в тесную нишу - плохая идея; к нему хорошо бы обеспечить доступ хотя бы с двух сторон.
Высота портала (также клиренс портала) - фактически, максимальная высота детали. Имеет огромное значение, если вы планируете засовывать в станок акустические гитары целиком. С увеличением высоты портала уменьшается жесткость конструкции, так что без особой необходимости лучше за высотой не гнаться. Стандартная величина - около 120-150 мм. Высоту можно увеличить, уменьшив толщину стола.
Стол - не стол, на котором станок стоит, а поверхность станка, на которой располагаются детали, - бывает из алюминиевых профилей, либо просто листа фанеры или МДФ. Профили хороши тем, что к ним можно притянуть деталь нехитрыми винтовыми зажимами, зато к фанере можно цепляться, вкручивая в нее саморезы. При этом для алюминиевых профилей необходим жертвенный стол - ровный слой мягкого материала, в который не страшно заехать фрезой. Это может быть та же фанера, МДФ или пластик (я использую ПВХ).

Слева самодельный винтовой зажим, уходящий в Т-слот алюминиевого профиля. Поверх профиля наклеен белый пластик в качестве жертвенного стола
Алюминиевый профиль гораздо дороже фанеры. Винтовые зажимы при работе с гитарами применяются редко. Я большую часть деталей вообще прикрепляю каплями термоклея по периметру (потрясающе эффективный метод). Поэтому нужен стол из алюминия или нет - большой вопрос.

Станок Laika Guitars: стол из фанеры. Еще один лист фанеры используется как жертвенный.
Конструкция рамы и приводов - важна в контексте обработки торцов грифа и других длинных деталей. Если хочется задать прилегающей поверхности каблука грифа определенный угол,можно закрепить его на станке вертикально. Снять кусок стола при этом не составит труда, а вот позволит ли конструкция самого станка подобные фокусы - надо выяснять. Мне такая задача почти не попадается, поэтому я не заморачивался. А вот Даев морочится еще как:

Фотка Александра Даева, станок самодельный, приспособление для фрезеровки каблука - тоже :)
Подставка под станок - тот самый настоящий СТОЛ, на котором стоит вся конструкция. У большинства фирменных станков уже есть сварная подставка, хотя часто за отдельные деньги (у росфрезера - 25 тысяч рублей). В среде энтузиастов принято молиться на максимально крупную и тяжелую подставку, желательно каменную и растущую прямо из фундамента дома. Мы, наплевав на это, построили себе подставку из дерева и фанеры, а чтобы уж совсем надругаться над святым - поставили ее на промышленные колеса. Теперь наш станок можно выкатывать из его будочки для обслуживания и чистки. Пока что за такую наглость мы не были наказаны.

Тот самый стол. Снизу виден блок управления ЧПУ и корыто с антифризом. Пора прибраться.
Будочка, кстати, нужна: станок шумит и стреляет стружкой во все стороны. И стружкосос пригодится тоже. Приспособлений для того, чтобы подвести отсос поближе к фрезе, существует множество - ищите в тематических магазинах и на Али. Я подсоединил обрезок обычной канализационной трубы к шпинделю через фанерный переходник (см. предыдущее фото).
Шпиндель - бывает разной мощности, с разным охлаждением и с разной регулировкой оборотов (или вовсе без нее). На самодельных станках нередки шпиндели из обычных ручных фрезеров. Вот, например, головка от моего любимого DeWalt 26204:
(фотка с https://www.rockler.com/cnc-piranha-xl-base-model)
Шпиндель из ручного фрезера дешев, однако для станка подходит плохо. Он не рассчитан на продолжительную работу, свойственную ЧПУ, и может перегреваться. Кроме того, коллекторный двигатель (а другого в ручном фрезере не может быть) потребует регулярной замены щеток. И цанг под любые диаметры производитель обычно не предлагает, а значит, под всякие сверла придется придумывать переходные втулки. И шумит ручной фрезер здорово. И уж совсем неподходящим такой шпиндель делает то, что наладить регулировку его оборотов с контроллера либо сложно, либо нельзя. Можно, конечно, крутить колесико скорости прямо на шпинделе, но...
Стандартным решением на серийных станках является китайский асинхронник - характерный блестящий цилиндр под стандартные цанги ER, которые легко купить и которыми можно зажать все что угодно. Щеток у него нет, работает он тихо.

фотка с https://www.et-rus.ru
Типичная мощность - 1500 или 2200 Вт. Часто встречается мнение, что 1500 не имеет смысла, т.к. доплата за 2200 незначительная, а разница в мощности ощутима. Однако у того же "росфрезера" за апгрейд с одного на другое (это включает в себя и более мощный частотник) просят аж 20 тысяч рублей. У меня нет впечатления, что 1500 может не хватить для дерева. Максимум - придется снимать чуть меньше за проход.
(частотник применяется для регулировки оборотов таких двигателей и располагается обычно там же, где контроллер - в блоке управления ЧПУ)
Шпиндели такого типа, как правило, охлаждаются водой (точнее, антифризом); рядом с электрическим разъемом на крышке шпинделя располагается два штуцера:

"Водяное охлаждение" звучит страшновато, но на практике оно не меняет конструкцию станка - к проводке в коробах просто добавляется пара силиконовых шлангов - и не ударяет по бюджету: антифриз отлично прокачивается копеечным погружным насосом с алиэкспресса. В целом "деревянные" нагрузки на фрезу невелики по меркам металлообработки, поэтому среди операторов распространено мнение, что такой шпиндель по дереву можно гонять и без воды. Я эту точку зрения не поддерживаю, однако меня радует, что если я забуду включить помпу - ничего страшного, скорее всего, не произойдет.
Я не буду касаться выбора направляющих, ШВП и прочего, потому что, как правило, их качество увеличивается вместе с ценой. Но даже самый бедный по комплектации станок дает впечатляющую по столярным меткам точность.
*
Софт
Для самостоятельной работы на станке требуется программа CAD (в ней происходит черчение и моделирование) и программа CAM (она помогает построить алгоритм обработки на ЧПУ и переводит этот алгоритм в G-код). Иногда это одна и та же программа (Fusion360), либо вторая - плагин к первой (RhinoCAM). Софта существует великое множество, явного лидера нет.
Несмотря на многолетнюю работу в Rhinoceros, после появления ЧПУ в мастерской я перешел на Fusion360, и вот почему:
- Бесплатность. Я не приемлю пиратский софт и с подозрением отношусь к оупенсурсу (он обычно кривее фирменного софта). Фьюжн бесплатен: он ничего не стоит для тех, чья компания не достигла выручки в столько-то тысяч долларов в год. Применительно к российским реалиям об этом можно не волноваться. Лицензию регулярно пересматривают, но на момент написания поста можно сидеть во фьюжне задаром, и даже студентом прикидываться не надо.
- Одна программа на все дела. Во фьюжне есть и кад, и кам. Кад-составляющая после "рино" кажется инопланетной, хотя поддается освоению, а вот кам, на мой вкус, очень толковый и интуитивно понятный. Основное преимущество одной программы на все - в том, что ничего не потеряется при переносе из када в кам. Я пробовал работать в каме фьюжна с чертежами из риноцероса, и это очень неприятный опыт.
- Кроссплатформенность и поддержка macOS. Слезать с макинтоша мне очень не хочется, но если приспичит - точно такой же фьюжн есть и на виндах. Для сравнения, у "ринокама" вообще нет версии под мак, а сам рино покупается на разные платформы раздельно.
У большинства знакомых операторов - пиратский арткам или рино, но в последние пару лет фьюжн стал заметен и на их фоне.
Хороший видеоурок по фьюжну, помогает разобраться в общей логике работы:
Группа поддержки пострадавших от непостижимого интерфейса фьюжна располагается в телеграме.
*
Обслуживание и хрупкость
Один из моих главных страхов - все поломать нажатием не на ту кнопку. Поэтому я боялся подойти к ЧПУ очень долго. Он, наверное, полгода простоял в мастерской без движения.
Оказалось, однако, что эти станки удивительно живучие. Это касается как нетребовательности к обслуживанию, так и ошибок вида "с разгону долбанул фрезой кусок ясеня". Станок многое прощает. А если все-таки что-то пошло не так, вся конструкция разбирается и чинится. К счастью, в эту индустрию пока не пришел какой-нибудь эппл и не закатал все в цельный стеклянный корпус с резиновым клеем. Ремонтопригодность у ЧПУ фантастическая, все запчасти несложно купить (хотя некоторые - очень дорого).
Не бойтесь осваивать ЧПУ и не бойтесь лазить внутрь, но помните о мерах безопасности. И заранее смиритесь со всякой херней, она поначалу неизбежна. У меня, например, спустя буквально сутки после введения станка в эксплуатацию сдох магнитный пускатель в блоке управления, - я вскрыл блок, заменил пускатель и кучу проводки, работаю дальше.
*
Превращение чертежей в программу для станка, как и превращение программы и дров в готовое изделие - вполне самостоятельная профессия. Поэтому к идеальному станку должен прилагаться оператор. Это как такси без водителя - не такси, а каршеринг. Освоить станок для выполнения простейших операций - легко; чтобы узнать все детали, могут уйти годы.

В процессе работы над станком мне помогали люди из телеграм-чатика Smallcnc. Особенно я благодарен Ивану Мерещенко и Александру Даеву, которые образуют идеальную пару "хороший коп - плохой коп" почти по всем важным вопросам (роли меняются в зависимости от темы). Много полезной информации по режимам фрезерования есть на сайте topincity.ru. Еще очень полезно пригласить к себе в гости опытного ЧПУ-оператора, чтобы он показал на примере, как меняется поведение станка в зависимости от выставленных скоростей и ускорений (максимум ограничен конструкцией станка, а минимум - вкусами оператора).
Также я еще раз похвалю компанию "Росфрезер" за невероятно крутую техподдержку и отличный станок. Если я буду покупать, а не делать, следующий ЧПУ - куплю однозначно у них. Такой подход к делу нужно поддерживать всеми силами.
Информации по ЧПУ в сети горы (особенно на английском языке). Надеюсь, что мое введение в эту тему поможет дальше копать ее самостоятельно.
И напоследок еще раз: заведите ЧПУ-фрезер. Уже пора.*
Все мои статьи
Поддержать автора, в смысле денег дать
Профсоюзный чат в телеграме