Гибка, резка и монтаж медных шин - Almalik Metal
Даже идеально рассчитанная по сечению медная шина может «сжечь» запас надёжности, если её неправильно гнуть, резать и крепить. Геометрия гибов, чистота кромок, фаски отверстий, подготовка поверхности и правильный момент затяжки напрямую влияют на переходное сопротивление, нагрев, вибропрочность и срок службы оборудования. Если вам нужен быстрый и предсказуемый результат — медные шины в Ташкенте от производителя медной шины Almalik Metal приедут уже «под ключ»: с гибами, отверстиями, фасками и лужёными контактными зонами, готовые к монтажу (медная шина в Узбекистане с оперативной логистикой).
С чего начать: материал, состояние и покрытие
- Марка меди и проводимость. Для шин обычно применяют электролитическую высокопроводящую медь (аналог Cu-ETP) или безкислородную медь (аналог Cu-OF) для особо ответственных контактов. Это гарантирует низкое удельное сопротивление и прогнозируемый нагрев.
- Состояние поставки. Мягкая (отожжённая) медная шина хорошо гнётся и сверлится; твёрдая держит форму, но требует больших радиусов и аккуратной механики.
- Покрытие. Лужёная медная шина даёт стабильный контакт, снижает переходное сопротивление и защищает от окисления, особенно в шкафах с переменными климатическими условиями.
Инструменты и оснастка, которые реально работают
- Для гибки: валковый/профильный гиб, пресс-гиб с радиусными пуансонами и сменными матрицами, шаблоны для повторяемости.
- Для резки: ленточная пила по металлу, дисковая пила с твердосплавным диском, гильотина с исправной парой ножей.
- Для отверстий: координатный пресс-пуансон, сверлильный станок со ступенчатыми свёрлами и ограничителями, кондукторы-шаблоны.
- Для отделки: кромкорезы, фаскосниматели, мелкий абразив, щётки из мягкой проволоки, чистящие составы для контактных поверхностей.
- Для монтажа: динамометрические ключи, плоские и пружинные/тарельчатые шайбы, шинодержатели и изоляционные стойки, изоляционные экраны и чехлы.
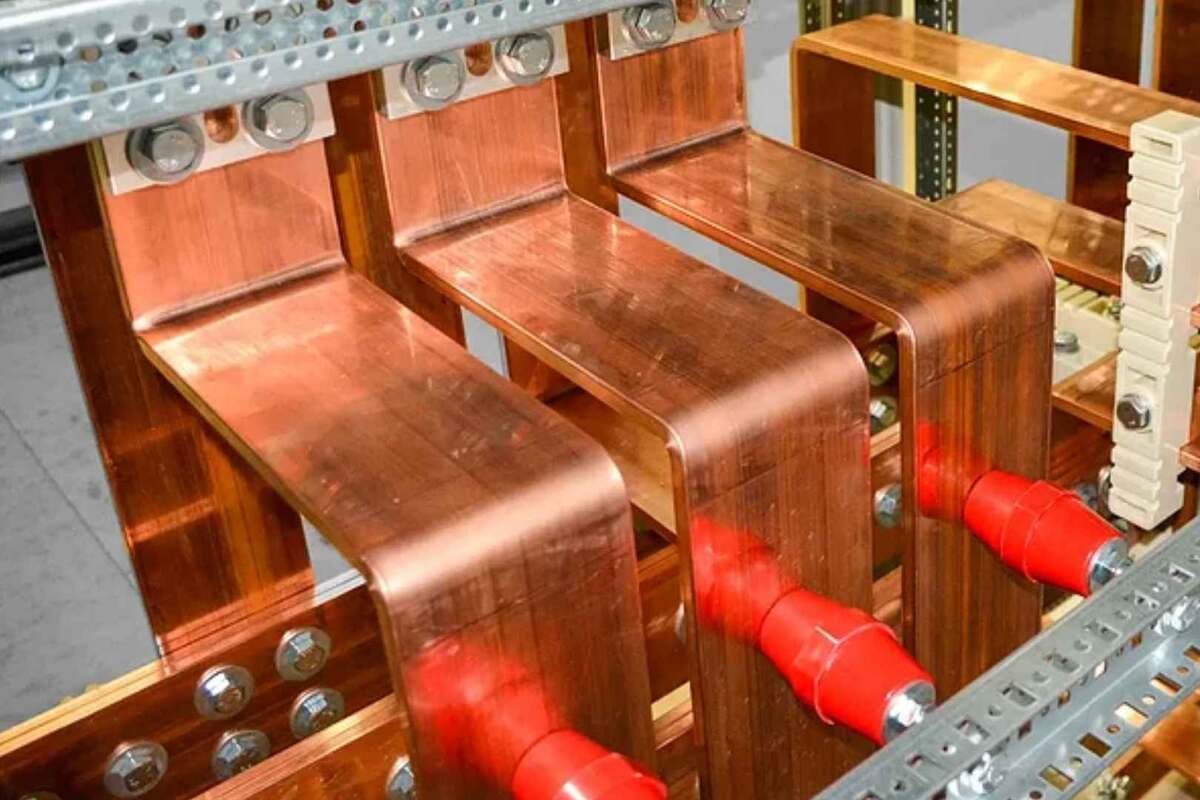
Гибка медной шины: правила, которые сохраняют ресурс
Про радиусы. Ориентируйтесь на кратность толщине: для мягкой — внутренний радиус обычно берут порядка двух–трёх толщин; для полутвёрдой — трёх–четырёх; для твёрдой — четырёх–шести. Если шина лужёная, добавьте к выбранному минимуму ещё примерно полтолщины–толщину, чтобы не «сорвать» слой. Чем больше радиус — тем ниже напряжения и выше ресурс.
Техника гибки. — Гните на радиусном инструменте, избегайте «ломаных» углов и локальных заломов. — Учитывайте упругий возврат: после снятия усилия угол слегка «откатывается» — компенсируйте это настройкой упора. — Не перегревайте медь открытым пламенем — локальные перегретые зоны ухудшают структуру и, для лужёной шины, портят покрытие. — Соблюдайте расстояние от линии гиба до отверстий: держите не менее трёх диаметров ближайшего отверстия; так кромки не растрескаются, а площадка не ослабнет. — При сложной трассировке удобнее сначала гнуть по шаблону, затем наносить отверстия по кондуктору — так минимальны несоосности.
Резка медной шины: чистый рез = стабильный контакт
Выбор метода. Для «чистого» перпендикулярного реза с минимальными заусенцами лучше всего работают ленточная пила или дисковая пила. Гильотина — быстро, но только с острыми ножами и правильным зазором, иначе кромку «завалит». УШМ пригодится как вспомогательный инструмент для подрезки и фасок, а не как основной рез.
Качество кромки. Сразу после реза снимайте фаску (например, 0,5–1 мм под 45°) и проходите мелким абразивом — контактная площадка должна быть без заусенцев и задира. Перегрев при резке не допускается: от «синевы» и поджогов шина хуже прижимается и быстрее окисляется.
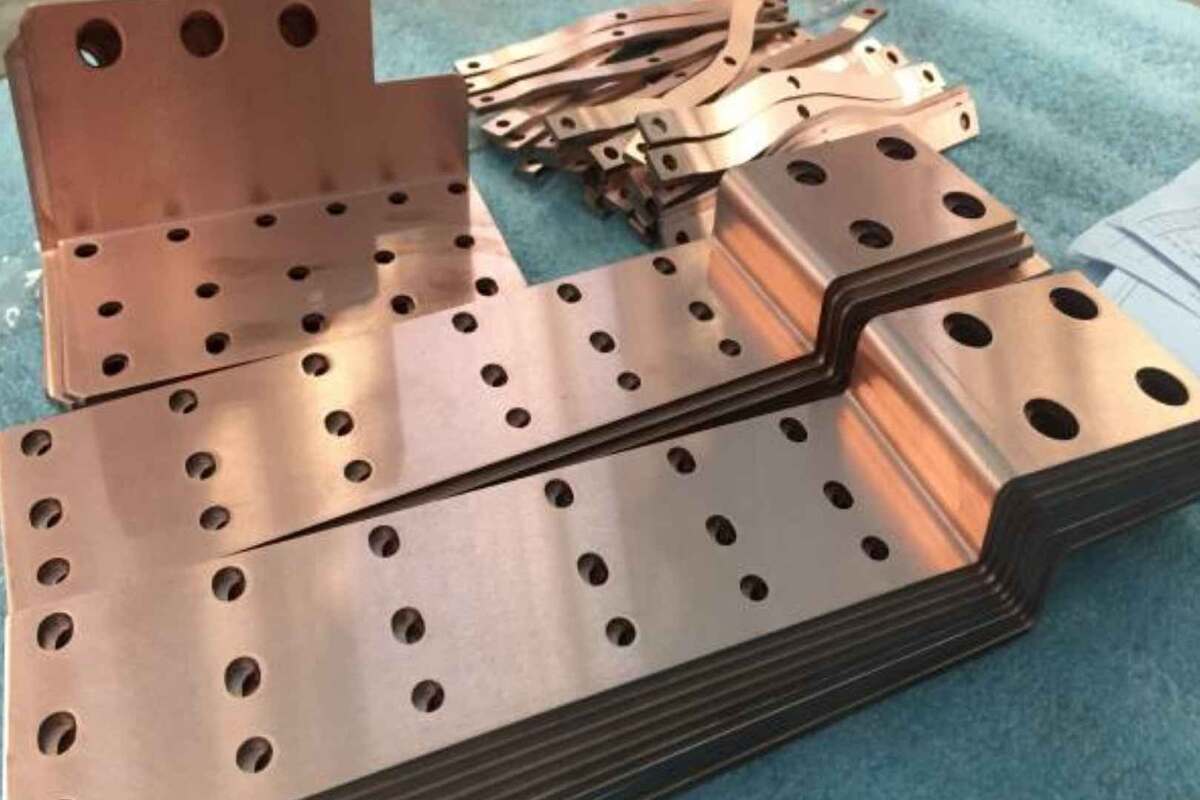
Отверстия и перфорация: точность решает всё
Размещение. — От центра отверстия до ближайшей кромки держите запас не менее полутора–двух диаметров; так металлу есть куда «работать» под шайбой. — Между центрами соседних отверстий выдерживайте не менее двух диаметров. — Отверстия рядом с гибом — не ближе трёх диаметров от линии гиба.
Технология. — Пробивка пуансоном даёт самый ровный край и хорошую повторяемость по шаблону. — Сверление делает универсальным любой диаметр, но используйте ступенчатые или скоростные свёрла, смазочно-охлаждающую жидкость и небольшую подачу. — Фаска обязательна: снимает концентраторы напряжений и улучшает притир шайбы/клеммы. — Продольные пазы используйте только при необходимости и умеренной длины, обязательно с закруглёнными концами и аккуратной фаской.
Подготовка контактных поверхностей
— Поверхность должна быть чистой и ровной: удалите оксид, пыль, следы масла. Для лужёной шины — деликатная очистка без повреждения слоя. — Избегайте «зеркала» с одной стороны и грубой риски — задайте контролируемую умеренную шероховатость для стабильного микроконтакта. — Использование специальных паст зависит от среды и требований производителя оборудования; в стандартных условиях медная шина и лужёная медная шина работают без них, при агрессивной атмосфере — по регламенту.

Монтаж: крепёж, момент затяжки, опоры и охлаждение
Сборка соединения. — Плоскости должны быть параллельны, без перекосов и натяга. — Используйте комплект шайб: плоская под головкой и гайкой + пружинная/тарельчатая (если допускает паспорт узла). Это удерживает усилие при термоциклах и снижает «ползучесть». — Пакет шин при больших токах выполняйте из нескольких относительно тонких полос, а не из одной «брусовой»: так меньше влияние скин-эффекта и проще отвод тепла. — Между параллельными шинами оставляйте зазор для вентиляции (часто ориентируются на сантиметровый порядок величин, если не задано иначе проектом).
Моменты затяжки. — Для резьбы M6 обычно берут порядок десятка Н·м; для M8 — около двух десятков Н·м; для M10 — ориентир в районе трёх–четырёх десятков Н·м; для M12 — около шести–восьми десятков Н·м. — Это ориентиры: всегда смотрите паспорт оборудования и класс прочности болта. Недотяжка и перетяжка одинаково опасны — пользуйтесь динамометрическим ключом.
Опоры и изоляция. — Не допускайте, чтобы медные шины «висели» на клеммах аппаратов; ставьте изоляционные стойки с регулярным шагом, разгружая выводы. — Закрывайте токоведущие части изоляционными кожухами и экранами, особенно в зонах обслуживания. — Следите за путями утечки и воздушными зазорами в шкафу согласно классу изоляции.
Термоменеджмент и контроль после сборки
— При первичном запуске измерьте температуру контактных узлов пирометром/тепловизором: перегрев — сигнал к проверке затяжки, геометрии и чистоты площадок. — Через 24–72 часа под нагрузкой выполните повторную протяжку по регламенту — особенно на новых шкафах с «усадкой» пакетов. — Оцените падение напряжения на ключевых перемычках: чрезмерная величина укажет на плохой контакт или недостаточное сечение. — В плотной компоновке предусмотрите направленный воздушный поток; при модернизации полезно перейти с одной толстой шины на параллель из более тонких.
Частые ошибки и как их не допустить
- Слишком маленький радиус гиба → микротрещины, рост переходного сопротивления, локальный перегрев.
- Отверстие близко к кромке/гибу → вырывание площадки, «ползучесть» соединения.
- Заусенцы и отсутствие фаски → плохой притир шайбы, нестабильный контакт.
- Перетяжка/недотяжка → деформация площадок, ослабление соединения на циклах.
- Один «брус» при переменном токе → скин-эффект «забивает» сердцевину, растёт температура.
- Опора на аппараты вместо стоек → перегруз клемм и растрескивание изоляторов.
- Игнорирование покрытия в сырой/переменной среде → быстрое окисление и рост сопротивления.
Мини-кейсы из практики
1) Компактный ГРЩ на 1250 А. Пакет 2×(60×10), внутренние радиусы гибов не меньше 20–25 мм, лужение контактных зон, отверстия под М10 с аккуратной фаской. После первых суток под нагрузкой — повторная протяжка, тепловизорная проверка. Итог: стабильная температура и минимальные потери.
2) Перемычка на 2000–2500 А в плотном шкафу. Три параллельные шины 60×10 вместо одной толстой, зазоры между полосами для вентиляции, опоры через регулярный шаг, симметричная трассировка для равномерного распределения тока. Результат: «холодная» работа и запас по температуре.
3) Заземляющая магистраль в промышленном цехе. Мягкая медная шина с увеличенными радиусами гибов, тщательная зачистка контактных зон, коррозионная защита соединений. По итогам — устойчивые низкие переходные сопротивления.
Что указать в заявке производителю (ускорит расчёт и изготовление)
— Номинальный ток, пусковые пики и режим работы (постоянный/циклический). — Условия охлаждения и компоновка (открыто/шкаф, вентиляция). — Геометрия: толщина×ширина, длины отрезков, схема отверстий, требуемые радиусы гибов, необходимость пакета из нескольких шин. — Покрытие: голая или лужёная медная шина (локально/сплошное), при высоких температурах — другие варианты по согласованию. — Требования к поверхности: фаски, кромки, подготовка контактных площадок. — Документация: протоколы проводимости/геометрии/покрытия, маркировка. — Логистика и сроки: адрес, дата готовности, условия разгрузки.

Почему Almalik Metal
— Локальный производитель медной шины: медная шина в Ташкенте и поставки по регионам Узбекистана быстро и без лишней логистики. — Полный цикл мехобработки: резка, гибка, сверление, фаски, лужение зон или сплошное, упаковка и консервация. — Инженерная поддержка: подберём сечение, пакет шин, радиусы и отверстия под ваш шкаф; дадим рекомендации по монтажу и протяжке. — Комплектация «из одних рук»: помимо шин, производим катанку, спулы, плоскую и профильную проволоку — удобно закрывать проект комплексно.
Правильные гибка, резка и монтаж медной шины — это контролируемые радиусы, чистые кромки, фаски, правильные отступы отверстий, динамометрическая затяжка и продуманная опора. Хотите «холодный» и надёжный шкаф — закажите медные шины в Ташкенте у Almalik Metal: приедут готовыми к установке, с нужной геометрией и документами.