Внедрение производственной системы ОАО "НИПОМ" 2010 - 2013 гг
2010 - 2013 гг работал в компании ОАО "НИПОМ" (численность приблизительно 600 человек) в должностях:
- Специалист по развитию;
- Старший специалист по развитию;
- Ведущий специалист по развитию;
- И.О. начальника отдела развития.
Данный опыт можно назвать инжинирингом не по качеству, а скорее по количеству, т.к. главной задачей было повышение именно количественной производительности предприятия.
- Запустил две линии сборки средневольтных ячеек.
- Выполнил реинжиниринг складского хозяйства, объединив 2 склада в один и высвободив 25% площади за счет перехода на складирование в несколько ярусов. В результате перехода на адресное хранение время комплектования заказа сократилось на 40%.
- Произвел выстраивание внутрипроизводственной логистики с целью достижения потока создания ценности в едином направлении, без возвратных и пересекающихся потоков, а также с целью оптимизации производственных площадей.
- Обеспечил удвоение производственной мощности участка обработки листового металла за счет закупки и монтажа новых единиц техники по разработанным технологическим планировкам. Выполнил техническое перевооружение и перемещение в новый цех участка обработки медной шины, а также полный реинжиниринг слесарно-механического участка.
- Внедрил систему 5S на 5 ремонтных участках, 4 производственных участках и в 5 офисах.
Официальная информация с сайта ОАО "НИПОМ":
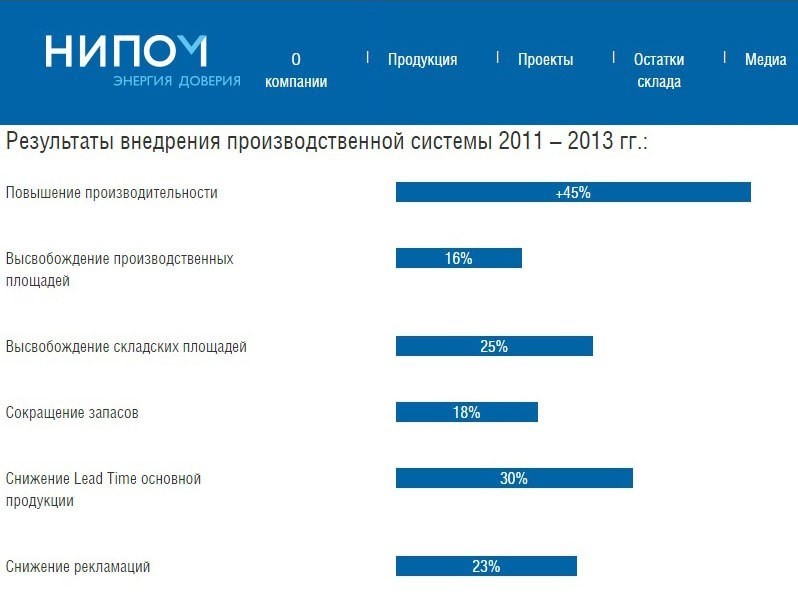
Источник: http://nipomelectro.ru/about/proizvodstvennayasistema
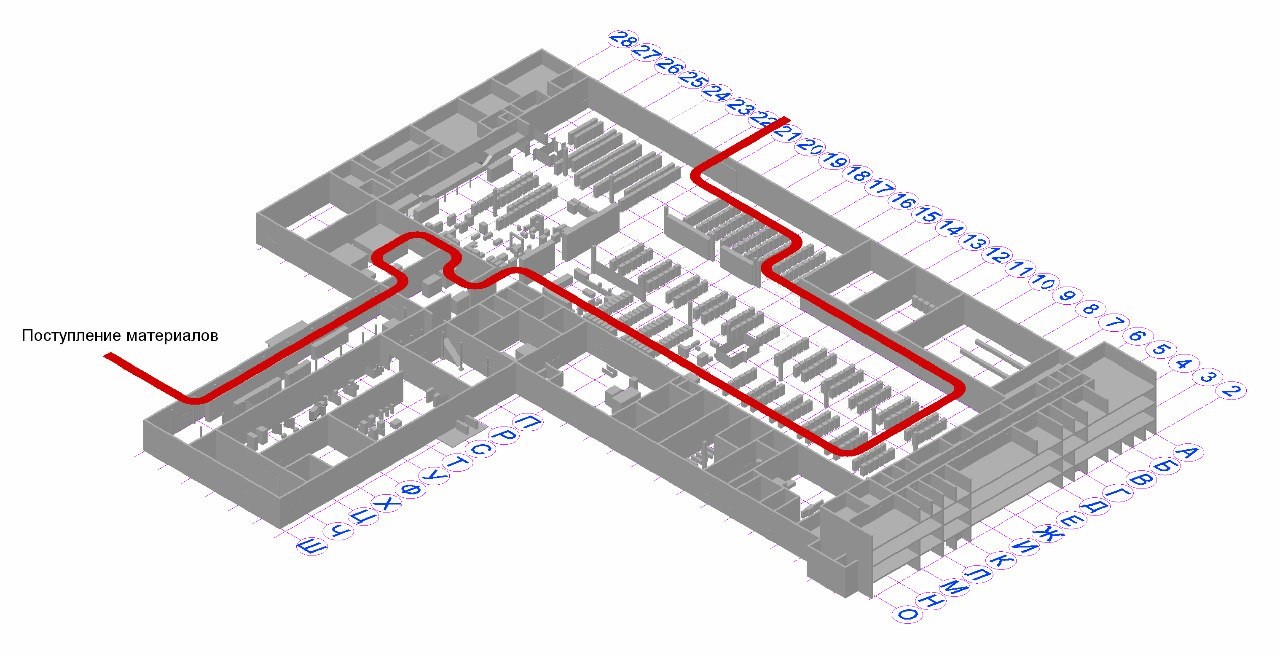
Выстраивание внутрипроизводственной логистики (TFM)
Порядка 100 планировок производственных и офисных помещений
Было: Стало:

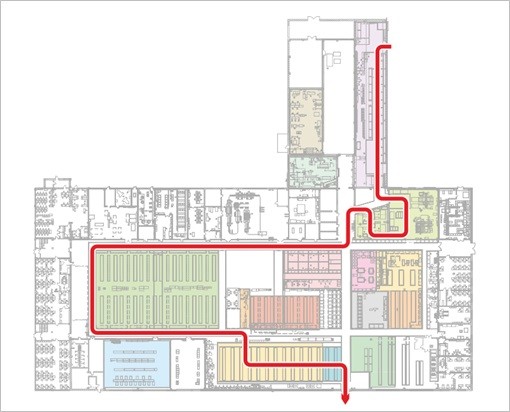
- Устранены встречные потоки;
- Перераспределены площади по видам работ;
- Сокращены пути перемещений.
Оптимизация складского хозяйства
Реорганизация центрального комплектовочного склада
Товарно-материальные ценности, хранимые на двух разных складах размещены на площади одного склада с увеличением потенциально возможной вместимости за счет вертикального хранения
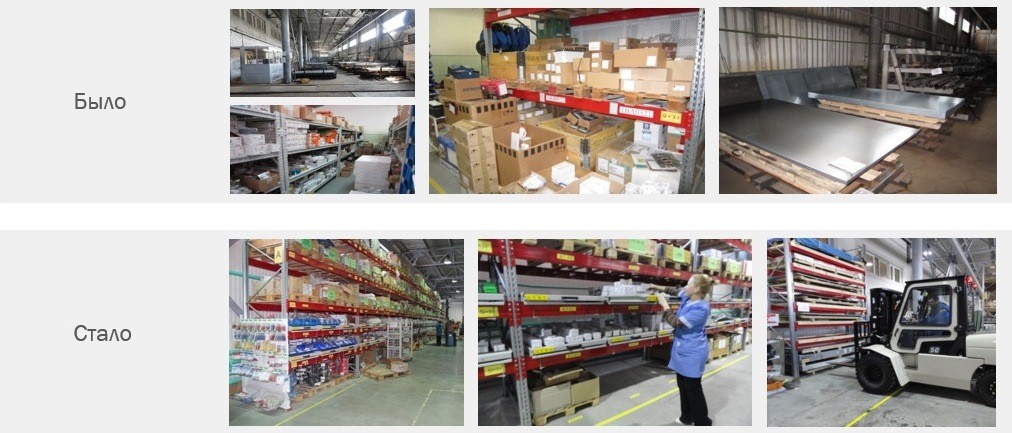
Проект TOP 100
Размещение наиболее часто-используемых позиций на нижних ярусах в зоне прямого доступа, а редко-используемых позиций на верхних ярусах, где их обслуживание производится с помощью штабелера.

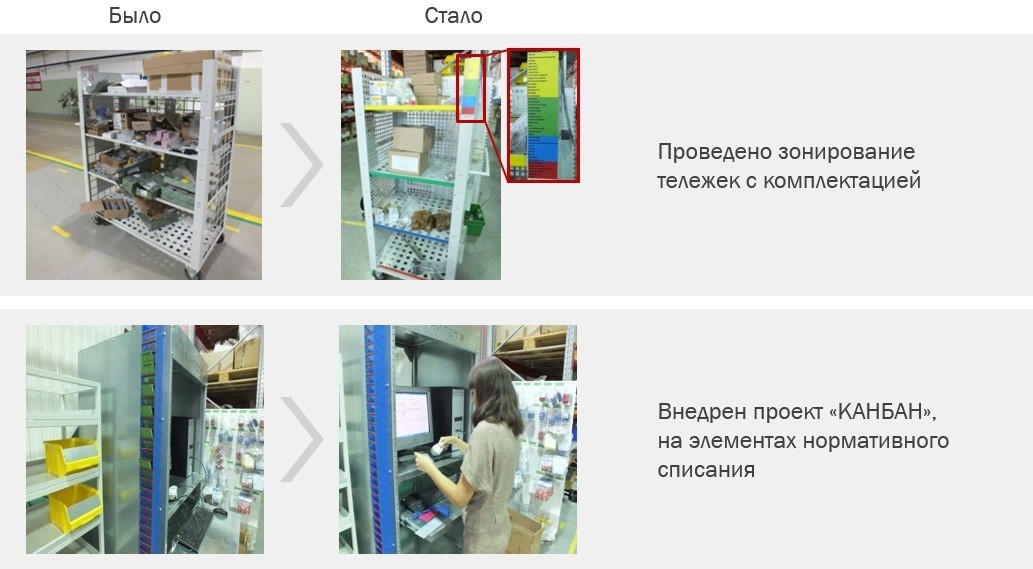
Канбан со штрихкодированием
Результаты:
Высвобождение 25% площади;
Сокращение длительности комплектования заказа на 40%.


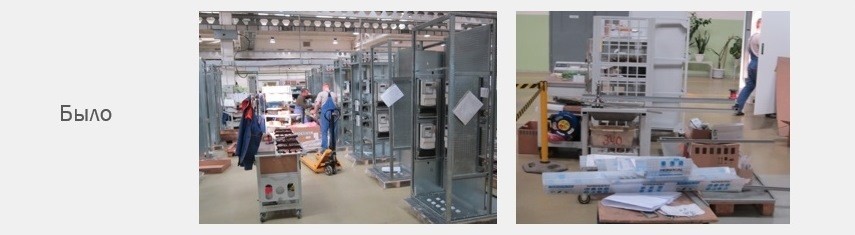
Производственный цех
Проект «Всеобщее обслуживание оборудования» (TPM)
Было сокращено время простоя оборудования во время аварийного выхода из строя. Для этого были сформированы списки необходимых запчастей для оперативной замены, а также оптимизированы графики технического обслуживания и чистки оборудования. Также на оборудовании были размещены краткие визуальные стандарты с алгоритмами действий по обслуживанию и чистке.

Фото 1. Линия полимерных покрытий. На оборудовании размещены графики чистки и обслуживания, возложенного на операторов
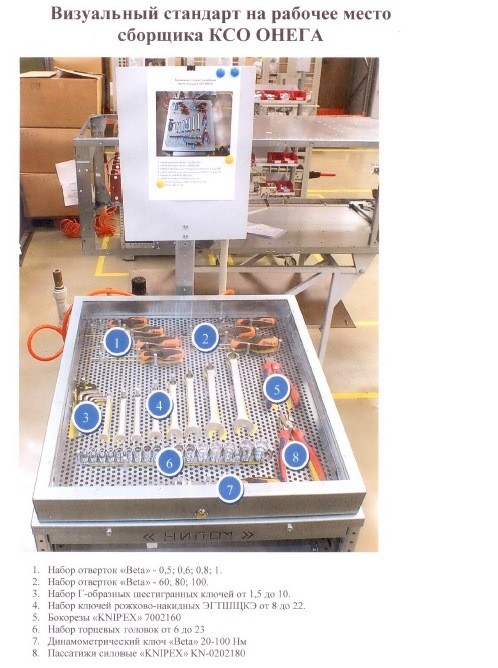
Вторым этапом был реализован проект «Быстрая переналадка» (SMED). В рамках этого проекта была разработана и изготовлена орг. оснастка для рационального размещения инструмента, также были приобретены револьверные станции multitool, позволяющие автоматизировать смену инструмента. Рабочие места были оптимизированы с помощью системы 5S.

Фото 2. Проект «Быстрая переналадка» на участке вырубки листового металла
Ежемесячное отслеживание показателя эффективности использования оборудования (OEE) с анализом значительных снижений эффективности позволило нам лучше понимать действительную ситуацию на участках.
На предприятии активно внедряется электронный документооборот, и этот проект частично коснулся и производственных участков. Некоторое оборудование было оснащено дополнительными мониторами системы Touch-screen для того, чтобы оператор мог смотреть чертежи напрямую из PDM-системы, что исключает возможность утери бумажных носителей, работы по «старой версии» чертежа, а также ускоряет поиск.

Фото 3. Просмотр чертежей в электронном виде
Все эти меры привели к значительному высвобождению производственных мощностей, и повлекли за собой напрашивающуюся необходимость продажи полностью высвобожденного оборудования и увеличение парка станков с высокой загруженностью. Устаревшее оборудование было заменено новым и высокопроизводительным, а редко используемые операции переведены на аутсорсинг.

Фото 4. Участок гибки листового металла
После пересмотра парка станков, они были размещены согласно новому планировочному решению с оптимизированным маршрутом внутрицеховых перемещений (сокращение пути перемещений, устранение встречных и пересекающихся потоков).
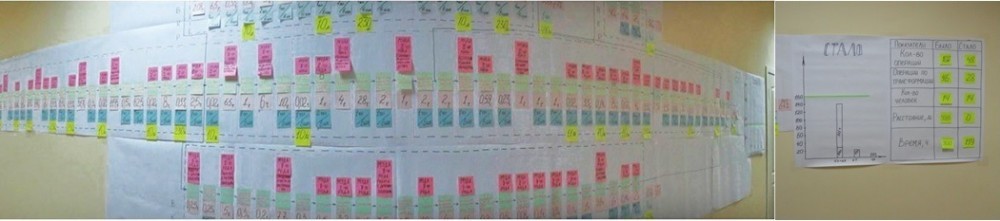
Сокращение производственного цикла
Основополагающий инструмент — VSM (картирование потока создания ценности)
Система 5S и зонирование
Стало:


FIFO, новые виды оснастки



Доска визуального планирования

Производственные совещания проходили стоя около доски (стоя быстрее, чем сидя, т.к. нет рассусоливаний и долгих молчаний, раздумий).
- Визуальное планирование загруженности производства;
- Визуализация проблем;
- Своевременное сигнализирование об ожидающихся срывах сроков изготовления;
- Визуализация незанятого рабочего персонала.
В конце мы были настолько уверены в себе, что даже участвовали в конкурсе за кубок им. Гастева.
Всё это результат коллективного творчества, поэтому я постарался убрать проекты, которыми не занимался, но всё очень переплетено