Обслуживание оборудования (TPM) с уходом в цифровизацию
В оборудовании чёрт ногу сломит, поэтому высшее руководство не любит туда соваться. Если туда влезть, то времени потратишь кучу, а какой эффект для предприятия получишь - непонятно. Главный инженер как-то со всем этим управляется, и хвала небесам.
Но при плохо выстроеной системе обслуживания, компания напоминает ведро с проржавевшими насквозь стенками. Из него постоянно вытекают деньги компании. Затраты по статье ремонтный фонд машиностроительного предприятия составляют порядка 15-30% в структуре сметы затрат. Но залатывать его настолько муторно и затратно, что директор предпочитает сконцентрироваться на увеличении входящего в ведро потока, чтобы в нем хоть что-то оставалось.
В итоге на обслуживание постоянно уходят какие-то деньги, и иногда возникают внезапные ремонты.
А откуда знать, что отдаваемая на это сумма - адекватная?
Может ли она быть меньше?
Возможно ли ее как-то поточнее запланировать, чтобы без перезакладываний, но и без расходов вне бюджета потом?
И когда всё это непонятно, то оборудование на предприятии - это черный ящик. Непонятно, что происходит у него внутри. И самое плохое, что тут можно сделать - это не вдаваясь в детали жестко ограничить бюджет на обслуживание оборудования.
Японцы говорят: "Оборудование без сбоев - это дорого, но работа со сбоями - еще дороже".
Для эффективного обслуживания японцы разработали систему TPM - Всеобщее обслуживание оборудованияОна открывает черный ящик, и позволяет во всем внутри него разобраться.
Система нужна для устранения громадных потерь, вызываемых простоем и ремонтом оборудования.
Я могу об этом говорить, т.к. я тоже внедрял этот проект: Внедрение производственной системы ОАО "НИПОМ" 2010 - 2013 гг
Внедрение TPM
Этап 1: Начать нужно с системы 5S
5S выполняется, конечно же, совместно и с операторами и с ремонтниками.

Придется немного потратиться, зато такая красота придаст энтузиазма вашим сотрудникам для дальнейших улучшений.

Этап 2: Стандартизация
Начать следует с тотальной ревизии документов, регламентирующих эксплуатацию и ремонт. Разными заводами-изготовителями не всегда указывается подробная схема устройства оборудования. Иногда такие паспорта вообще оказываются утерянными. Поэтому, информации для описания структуры конкретной единицы оборудования просто не хватает. Это один из самых серьезных вопросов, возникающих в процессе описания оборудования. Единственный способ решения этой проблемы - совмещение (по времени) капитального ремонта оборудования и его описания.
Также, нужно обратить внимание на то, какие виды работ выполняются стихийно и необоснованно, а в каких действительно есть потребность.
Все оставшиеся виды работ следует регламентировать, указав ответственных лиц, временные рамки и основания для осуществления деятельности.
Всю действующую документацию нужно встряхнуть, убрав из нее всё лишнее, и представить в виде единой понятной и простой системы, которая оформлена в виде простых инструкций.
Проанализировать схему движения материальных потоков запчастей и расходников. Обратить внимание на удобство и быстроту получения необходимых материалов со склада, а также механизм их доставки к месту обслуживания.

Этап 3: Вовлечение оператора
Системная проблема заключается в том, что эксплуатация станка работает сама по себе, а ремонтники сами по себе. Эксплуатация работает на оборудовании, видит все первые признаки отклонений, тем не менее работает на убой. Ремонтники не видят того, что происходит на производственных площадках, и получают "убитую" технику, затрачивают на ее восстановление большие ресурсы. Это приводит тому, что ремонт становится непредсказуемым по времени и иногда внеплановым.

Краеугольным камнем при внедрении TPM является самостоятельное обслуживание оборудования оператором, а вовсе не ремонтником. Чтобы он не просто работал, но и берег оборудование как свой собственный автомобиль.
Потому что в ситуации, когда один работает, а другой ремонтирует - никогда нет места бережному использованию. А зачем? Кто-то же (наладчики, ремонтники) отремонтирует.
В TPM оператор самостоятельно выполняет ежедневные функции обслуживания:
- проверка,
- чистка,
- смазка,
- затяжка креплений.
А наладчикам оставляет только самые высоко-квалифицированные виды ремонта. Это позволяет замечать все проблемы на самом раннем этапе. Оператор видит свой станок каждый день, а ремонтник приходит редко, и поэтому неполадки могут оставаться долго, и усугубляться.
Эти 4 функции очень четко прописываются в одностраничных инструкциях, которые вывешиваются на самом оборудовании. Что именно оператор должен проверить, придя на работу.
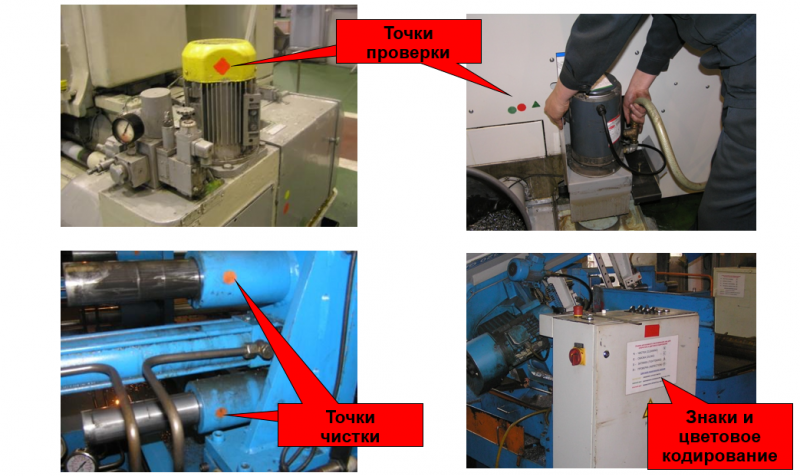
Для облегчения самостоятельного обслуживания необходимо использовать средства визуализации, помогающие оператору, а также руководству обращать внимание на критические места и не забывать об их обслуживании.

Визуализация области допустимых значений.
Не менее важно участие персонала в сборе информации о состоянии оборудования. Изменение параметров оборудования, появление грязи, подтеков, запахов должно регистрироваться, а сведения должны доводиться до лиц, ответственных за анализ состояния оборудования.

В ходе проверки осмотреть положение гаек (линии покажут ослабление крепления).
Этап 4: Обслуживание на основе прогнозов
На большинстве предприятий присутствует какая-то система профилактического обслуживания. Основная идея ППР в том, чтобы произвести необходимый ремонт до того, как неисправность остановит производство.
Объем работ, выполняемых в ППР, определяется паспортными характеристиками оборудования и дефектной ведомостью, которую формируют ремонтники. Но чтобы адекватно прогнозировать потребность в том или ином виде обслуживания, надо еще и знать историю обслуживания каждой единицы оборудования. Только из анализа истории можно почерпнуть закономерности появления тех или иных неисправностей. И для этого недостаточно рекомендаций производителя вроде - этот подшипник менять каждые полгода. Потому что оборудование работает не в лабораторных условиях.
Этап 5: Непрерывное улучшение
Это один из базовых принципов бережливого производства. Применительно к TPM это означает мотивацию работников на повышение квалификации, поиск возможностей модернизации оборудования, повышение его ремонтопригодности и надежности. Кроме этого, систематической ревизии должна подвергаться и сложившаяся система TPM. Особое внимание при этом необходимо уделять способам взаимодействия служб, эффективности сбора информации о неисправностях, актуальности регламентирующей документации.
Необходимым условием эффективного внедрения TPM является повышение общей культуры обслуживания оборудования персоналом. Закрепление основ подобной культуры в рабочем коллективе приводит к тому, что оборудование начинает расцениваться не как средство производства, а как основа для процветания предприятия и залог финансового благополучия его работников. И когда рабочие будут каждый день видеть, какое внимание руководство уделяет оборудованию, как пристально следит за его эксплуатацией, культура будет развиваться в нужном русле сама собой. Будет уже попросту неприлично не заботиться о станке, на котором работаешь.
Цифровизация
Среди производственников почему-то бытует губительный стереотип, что раз японцы любили делать всё на бумаге, то сложные компьютерные системы - это зло и муда. Черта с два! Японцы делали всё это 30 лет назад, и только поэтому у них всё было на бумаге! Погибель в итоге ждет всех бережливцев, кто ничего не понимает в компьютерных системах, и страшится их. Будущее производственных систем в IT и только в IT! Туда нужно стремиться как можно интенсивнее, иначе останетесь на обочине.
Для главного инженера, управляющего парком оборудования, должно быть не в тягость освоение программы цифровизации обслуживания оборудования, т.к. это не только повышает его квалификацию, но и упрощает его работу (а не усложняет ее). И речь не о том, что раз его работа стала проще, то у него сократят количество подчиненных, а о том, что теми же ресурсами, он сможет работать значительно эффективнее, а самого себя освободит от значительного количества рутины.
Что умеют современные ПО по TPM
Составление карты всего оборудования
Когда мы говорим об износе оборудования, бессмысленно рассматривать его отдельные единицы, необходимо принимать во внимание состояние всего технологического объекта.
Самый верхний уровень должен представлять собой совокупность элементов технологической цепочки. Эти элементы необходимо разделить на лимитирующее и особо важное оборудование, а также на вспомогательное, и даже резервное. Далее определяются отдельные единицы оборудования, а также узлы и агрегаты, из которых оно состоит.
Этот подход позволяет оценивать износ оборудования не по среднему значению, а по износу критической точки (в соответствии с теорией ограничения систем).

Любой сотрудник предприятия может внести в систему информацию о поломке оборудования или нарушении
Для этого ему достаточно залогиниться в мобильном приложении этого ПО со своего смартфона или планшета, сфотографировать нарушение, сопроводить его кратким комментарием, и инженер уже видит его в системе. Особенно этой функции возрадуются ваши опричники.
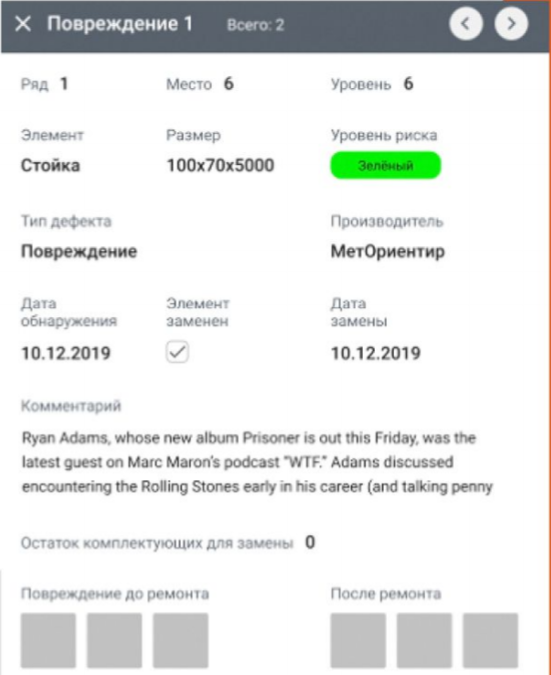
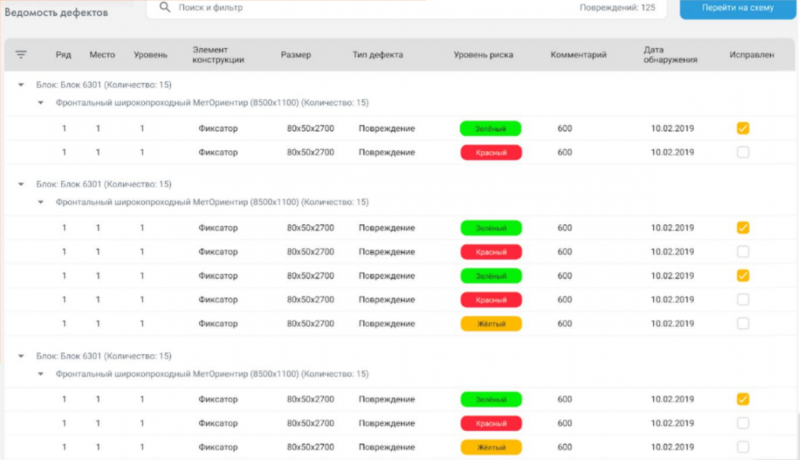
Автоматизирование ведение журнала поломок
Всё будет вестись автоматически. А это означает огромный простор для сбора и анализа статистики. Как часто что выходит из строя. Насколько быстро приступили к ремонту, и насколько быстро его закончили. Кто именно чаще сообщает о поломках. История ремона каждого элемента. Фотографии до и после по каждому ремонту. Управление несколькими производственными площадками одновременно.
Упрощение управления неснижаемым запасом запчастей на складе.
Упрощение или автоматизация передачи информации для отдела закупок запчастей.
А наличие большой статистики создает почву для:
- аналитики,
- прогнозирования повреждений,
- прогнозирования затрат на ремонт при бюджетировании следующего года,
- контроля расходов.
Планирование проверок
Внеся в систему всю информацию по графикам плановых ремонтов, количеству, рабочим графикам, и графикам отпусков ваших сотрудников, система автоматически оптимизирует работу ремонтной бригады. В такой ситуации главному инженеру очень просто будет обосновать задействованность людей в своем подчинении. Всё как на ладони.
Благодаря такой отчетности также становится проще принимать правильные решения по инвестированию средств. В системе будет виден объем керосино-тряпочного ремонта, и будет легко рассчитать затраты на него. И если какая-то инвестиция будет устранять какой-то вид непродуктивного ремонта, то главному инженеру будет очень просто на цифрах доказать окупаемость таких инвестиций.
Показатели эффективности оборудования
Система может содержать не только показатели TPM, но и показатели работы самого оборудования.
В качестве критерия применяется показатель ВЭО (всеобщая эффективность оборудования) = общее время - плановый простой оборудования - незапланированный простой оборудования - потери производительности (скорости работы) - потери по качеству (брак).
Отправка SMS на мобильный телефон
В случае выхода из строя ключевых видов оборудования. После 5 минут простоя СМС автоматически приходит бригадиру, после 10 минут мастеру, после 30 - начальнику производства и главному механику, после часа - генеральному директору.
Настройка системы под конкретный завод
Интеграция с 1С или с другими системами управления объектом.
Смысл такой системы не в том, чтобы разложить всё по полочкам, а в том, чтобы решить проблемы, избавить от головной боли, и сэкономить деньги максимально комфортным для всех способом.
Все эти меры не просто открывают для вас черный ящик. Они делают его полностью прозрачным, и понятным доступным для оценки текущей ситуации без особых затрат по времени. Японцы, делавшие всё это 30 лет назад на бумаге, были бы счастливы иметь такие средства. А на сегодняшний день, конечно же, давно вооружены ими.
Продолжение по этой теме:
За 3 месяца внедрить бережливое производство, 5S, систему аналитики, и... не успеть!
Регрессия к среднему, или как показать положительный эффект от любого улучшения, даже вредоносного