Бережливое производство, Lean, и Toyota production system - обучение простыми словами с нуля
Бережливое производство – это система управления, при которой продукция изготавливается в точном соответствии с запросами потребителей и с меньшим числом дефектов по сравнению с продукцией, сделанной по технологии массового производства. При этом сокращаются затраты труда, пространства, капитала и времени.
Для чего именно нужно БП:
- Увеличение отдачи от капитала за счет сокращения запасов и сокращения времени с момента заказа до момента доставки.
- Обеспечение роста бизнеса посредством делегирования ответственности и высвобождения собственника или руководителя от текущих проблем.
- Снижение зависимости от ключевых специалистов и обеспечение быстрого процесса обучения.
- Изменение отношения к конкуренции через больший фокус на запросах клиентов, а не на сравнении своего предложения с другими представленными на рынке.
- Использование внутреннего потенциала сотрудников и предприятия за счет вовлечения каждого в процесс решения проблем.
Принципы
1. Ориентация на потребителя
В массовом производстве мы пытаемся угадать, что нужно рынку, производим это и надеемся распродать. В бережливом производстве мы сначала ожидаем заказов, и производим под них. Закупаем столько сырья, сколько нужно (только под конкретные заказы). Кроме того, очень внимательно относимся к обратной связи от клиентов.
Сейчас удастся встретить мало предприятий, загружающих склады, а не работающих под заказ. Но так работали General Motors, Chrysler, и, конечно же, Генри Форд.
2. Поток вытягивания
Бережливое производство - это вытягивающее производство. В массовом производстве стараются максимально загрузить оборудование, чтобы оно не простаивало, а производило как можно больше (пока есть из чего делать - делаем). Это создает огромные запасы как незавершенного производства, так и готовой продукции. Все эти запасы лежат без движения, ржавеют, теряются, устаревают морально и аккумулируют в себе деньги.
В вытягивающем производстве оборудование делает детали только тогда, когда с последующего этапа приходит информация что они там нужны.

Система оповещения называется "канбан".
Таким образом сокращаются запасы сырья, незавершенного производства и готовой продукции.
В бережливом производстве всё совершенствование выстраивается от потока, который перестраивается и балансируется. Делается всё возможное, чтобы он стал как можно более быстрым и оптимальным. Все остальные инструменты совершенствования крутятся вокруг потока и нужны для того, чтобы сделать совершенным именно поток создания ценности.
Совершенствование направляется узким местом. Концентрируется на нем. "Узкое место" - это некое ограничивающее общую производительность линии звено. После того, как узкое место улучшено, какое-то другое место становится узким.
"Lean" - это переводится не "бережливый". Это тощий, поджарый, стройный. Бережливо относиться можно к какой угодно системе производства. Но Lean именно поджарый, лишенный запасов. Когда про организм говорят, что он поджарый? Когда у него нет (жировых) запасов.
Визуально различие в потоках можно оценить здесь: Задача по производственному управлению
3. Организация производственных ячеек

Вживую выглядит так:
- Перепроизводство - вся непроданная продукция, загромождающая склад готовой продукции;
- Излишние запасы - на них потрачены деньги, но они лежат без дела. Портятся, теряются. Требуют инвентаризации. Всё это лишние затраты;
- Ожидание - людей, деталей, продукции. Всё, что находится без дела, стоит без движения в очереди куда-то;
- Транспортировка - уменьшить по времени и расстоянию;
- Лишние движения во время рабочих операций - не оптимизированная работа людей руками. Лишняя работа из-за несовершенства инструмента.
- Излишняя обработка - когда мы делаем то, что не нужно клиенту;
- Дефекты, брак;
- Нереализованный потенциал сотрудников.

7. Внутрицеховая логистика
Поток создания ценности, а также потоки снабжения по возможности должны двигаться в едином направлении, исключая возвратные и пересекающиеся потоки. Длина путей перемещения также должна быть максимально сокращена. Для этого используется инструмент "Диаграмма спагетти", с помощью которой анализируем все перемещения, после чего решаем, как их оптимизировать.

8. Всеобщее вовлечение в процесс совершенствования
Для того, чтобы устранять 8 видов потерь, этим постоянно должны заниматься все сотрудники компании во главе с первым лицом. Вовлечение в этот процесс первого лица - это ключевое условие успеха.
Для вовлечения очень полезно вот это: Дайджест позитива. Замечания наоборот
Для этого потребуется отказ от культуры порицания в пользу открытого признания проблем. Отказ решать проблемы методом замены людей или методом "найти и наказать виновных".
Иначе ваш процесс совершенствования поломается о то, что ваши сотрудники будут упорно совершенствовать только свою незаменимость.
Как это выглядит на практике: "2-секундный Лин. Как вырастить персонал и весело создать Лин-культуру", Пол Эйкерс
Или так: "Пятнадцатый камень сада Рёандзи", 1986 г, Владимир Цветов - Про менталитет японцев
Ключевая особенность совершенствования - непрерывность. Нельзя перестроить предприятие, а потом к этому вопросу не возвращаться. Проект - это что-то имеющее начало и конец. А процесс совершенствования должен быть вектором.
Как часто нужно тренироваться чтобы быть спортсменом? Постоянно. Как часто нужно повышать свою квалификацию чтобы быть профессионалом? Постоянно.
Также и с производством. Японцы в этом плане впереди всей планеты и у них краеугольный камень: постоянное совершенствование. Нон-стопом десятилетиями.
Как японцы считают порочно: повседневная работа + совершенствование
Как японцы считают правильно: повседневная работа = совершенствование
Совершенствование должно быть неуклонным. Нельзя 1 раз сделать что-то здоровое и жить до 100 лет. Правильный образ жизни нужно поддерживать на протяжении всей жизни непрерывно.
Подробнее про совершенствование: "Кайдзен. Ключ к успеху японских компаний", 1985 г., Масааки Имаи
Совершенствование наращивает определенную рутину: Силы на поддержание системы
Если сделать преобразования и больше к этому вопросу не возвращаться, то произойдет вот что: Предотвращение деградации системы после того, как некий проект будет успешно завершен
Также: Организация рационализаторской деятельности на заводе
9. Иди в гембу (иди и смотри)
Важнейший принцип совершенствования и вовлечения. Он заключается в том, что начальники не должны заниматься развитием предприятия из кабинетов. Они должны идти в цех и смотреть, как выполняется работа. Или идти и смотреть по месту, где происходит брак. Искать причину его возникновения. Японский начальник всегда идет на передовую. Туда, где создается ценность.
Придя на место создания ценности (на гембу) нужно искать корневые причины появления проблем. Не дергать верхушки, а копать до самого корня. Для этого есть метод "5 Почему?". 5 раз или больше под ряд задав вопрос "почему?" рабочему на участке, можно выяснить, "откуда ноги растут". И принять действенные меры. Подробнее: Симптомы: устранить нельзя использовать
Это что касается потока создания ценности. А вообще, проблемы нужно искать не только в гемба, но и в администрации.
10. Ориентированность на процесс, а не на результат
У нас могут похвалить, если ты как-то обманул систему и выкрутился из сиюминутной проблемы. Потырил детали из какого-то другого заказа (который отгружать через 2 дня, а не сегодня), или руками влез в приоритет работы участка изготовления металлических деталей для повторного изготовления каких-то деталей, потерянных на твоем заказе, который сегодня отгружать.
Заказ с грехом пополам отгрузили, и все такие "фух!" выдохнули. Сейчас нужно разобраться, почему так произошло на этом заказе. Как потеряли изготовленные детали, и почему вовремя не приехали покупные. Но подождите-ка! Мы только что забрали детали из заказа, который отгружать послезавтра! Теперь нужно срочно думать, как его отгружать. Кроме того, мы вмешались в приоритет металлического участка, и он теперь работает с запозданием, и с этим тоже нужно что-то срочно делать! Поэтому некогда сейчас заниматься выяснениями, почему так произошло. Да и потом: всё же получилось. Результат же есть. А это - самое главное! (нет)
В бережливом производстве нужно именно постоянно совершенствовать процесс, и тогда уже он будет давать стабильный результат.
Подробнее: Почему результата недостаточно [Принцип Деминга №10 - Избегать пустых лозунгов]
11. Система 5S
5S – это система организации рабочего пространства, установления и поддержания порядка, чистоты, дисциплины и создания безопасных условий труда. Система 5S помогает быстро избавиться от накопившегося на производстве и в офисе хлама и исключить его появление в дальнейшем.
Система нужна для всеобщего вовлечения, а также для повышения производительности труда. Когда мы избавились от всего ненужного, разложили все предметы по местам, подписали их места хранения и следим за чистотой и порядком, это очень перестраивает сознание людей. Настраивает их на совершенствование. Также, становятся очень заметны люди, которые не хотят принимать в этом участия.

В Японии никто никогда не гнушался "совершенствованием ради совершенствования" без прямой денежной выгоды. Всё это создает философию, создает дух. Не всё измеряется деньгами. Есть еще и внутренняя энергия системы.
Подробнее:
Плохой 5S. Как не надо делать 5S
Система 5S на местах с непредсказуемой работой
12. Отказ от массового контроля
Отказ от массовых проверок продукции на выходе, а также отказ ставить сотрудника ОТК после каждого станка. Вместо этого возложение обязанностей с проверкой на самих рабочих на последующих стадиях выполнения работы. Такое возможно только в культуре совершенствования, где виновников не наказывают и не штрафуют, а просто пытаются выяснить, что вызвало брак и устранить возможность появление брака в будущем. Например при помощи внедрения способов защиты от непреднамеренных ошибок (Пока-ёке):

Тогда рабочие не будут бояться сообщать о бракованных деталях друг друга, и сотрудники ОТК не будут нужны в таком количестве.
Это лучше, чем проверять всю продукцию в самом конце, т.к. в конце на нее затрачено уже гораздо больше ресурсов, чем если бы брак был обнаружен на самых ранних этапах. Поэтому при возникновении брака на одном из участков конвейер останавливают, пока не выяснят в чем дело. Чтобы не гнать брак дальше. Японцы даже первыми придумали технологию, которая останавливает оборудование при возникновении брака автоматически.
13. Стандартизация + обучение на рабочем месте + контроль
Улучшения бессмысленны, если на рабочих местах нет стандартов. Потому что если стандарта нет - система быстро деградирует.
Стандартизировать операции нужно так: Что такое технологизация. Как и зачем ее делать
После того, как стандарты составлены, лучший опыт должен быть тиражирован посредством обучения: "Талантливые сотрудники. Воспитание и обучение в духе Дао Toyota", Дэвид Майер, Джеффри Лайкер
Потом выполнение стандартов надо будет контролировать: Как добиться надежного и долгосрочного развития компании из красной в янтарную(параллельная структура управления)
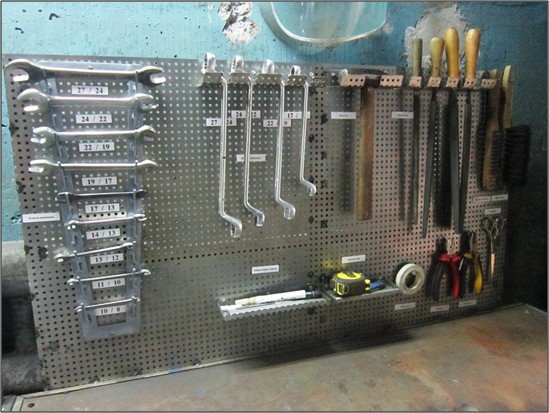
14. Визуализация
Для того, чтобы вовлеченные сотрудники могли улучшать процессы, процессы должны быть визуальны, понятны и стандартизированы. Всё должно быть визуализировано и прозрачно и обозначено. В мутной воде совершенно непонятно, что происходит и как всё устроено, поэтому нет идей как это улучшить. Не видно потерь. Цель в том, чтобы любой человек, придя на участок, не задавая вопросов понял, как тут всё устроено, как должно работать и не происходит ли нарушений.
Визуализация выглядит вот так:


15. Статистическое управление
Бережливое производство в своих решениях опирается на анализ и факты. А факты - это статистика. Руководство должно принимать решения на основании статистических данных о производстве.
Подробно рассмотрено в книге "7 инструментов управления качеством", Хитоси Кумэ
16. Картирование потока создания ценности (VSM)
Основной инструмент по выявлению потерь. Тяжелая артиллерия, так сказать. Можно сказать, что это огромная фотография рабочего дня всего процесса. Мы зарисовываем всё, что делается. Фиксируем время, информационные потоки, количество персонала на операциях, простои, дефекты и другую важную информацию. На основании всего этого мы делаем одну большую карту, созерцая которую ищем возможности для улучшений.

На стене - это архаичный метод. Можно в Экселе.
Меня иногда спрашивают какую КНИЖКУ прочитать, чтобы понять бережливое производство с нуля

Честно сказать, до сегодняшнего дня я подходящей книги не знал. Поэтому-то мне и пришлось самому написать заметку "Бережливое производство с нуля". И вот, наконец-то хорошая книжка появилась! Кто-то постарался. В ней хорошо проработана структура, и сделана крутая инфографика. Она во сто раз лучше аналогичной книжонки Майкла Вейдера.
У меня уже была заметка "Бережливое производство с нуля", и я решил приделать эту книгу к своей заметке, т.к. в книге написано то же самое. Написано так же просто, но более подробно. Поэтому кому после этой заметки захочется копнуть глубже, то можно скачать книгу по ссылке.
Еще по теме:
Пример: Внедрение производственной системы ОАО "НИПОМ" 2010 - 2013 гг
Эта книга уже для более опытных бережливцев: "Тойота Ката. Лидерство, менеджмент и развитие сотрудников", Майк Ротер
Книга человека, который создал японское качество: "Выход из кризиса. Новая парадигма управления людьми, системами и процессами", Эдвардс Деминг
Как это было в СССР еще до Тойоты: "Основы рационализации производства", 3-е издание, 1934 г. И.М. Бурдянский
Книга, состоящая из обзоров на книги о БП: "Путь самурая. Внедрение японских бизнес-принципов в российских условиях", Станислав Логунов
LEAN второго поколения. Как он мутирует, и как будет мутировать после карантина



Подпишись, и ты узнаешь еще очень много!