Ошибочные стереотипы бережливого производства
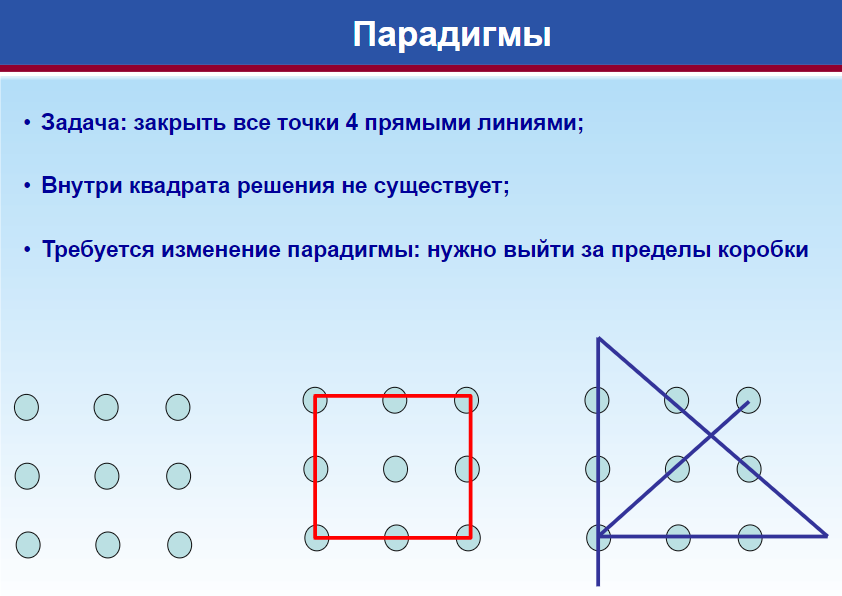
Практически каждая вводная презентация о бережливом производстве, которую я видел, содержит слайд, в котором говорится, что нужно сломать старые стереотипы, отбросить парадигмы, и выйти за рамки привычного мышления. Дескать, эти рамки привычности мешают увидеть возможности.
Но начинающие бережливцы - это и есть самые зашоренные люди. И скованы они парадигмами lean. Lean для них создает новые рамки мышления взамен старым. Но всё же рамки.
У производственников часто бывает скверное мнение о бережливцах из-за их упёртых попыток (не упорных, а именно упёртых) применить свои шаблоны в абсолютно любой рабочей ситуации. Они свято уверены в их универсальности. Они меряют квалификацию бережливца степенью вызубренности этих мантр. 7 видов потерь. 8 шагов решения проблем. Шаги 5S.
В бережливке очень много догматизма. Один раз систему описали, и всё, с тех пор она не меняется. Я сам даже задавал вопрос Джеффри Лайкеру на его конференции. И он подтвердил, что ничего на Тойоте за 30 лет в плане инструментов бережливки не поменялось. Я в этот ответ не верю категорически. Это в наших обучающих материалах и в книжках Лайкера ничего не меняется.
Все эти парадигмы помогают для понимания на начальном этапе, но фанатичное их исполнение вредит. Опытному развивальщику эти рамки не нужны, они только сковывают мышление. Иногда для эффективности нужно выйти за пределы самого Lean.
Ошибочные стереотипы бережливого производства
1. Главное - чтобы мне было удобно работать
Данная фраза - это уступка агитаторов за бережливое производство, чтобы втянуть в эту деятельность персонал. Но потом это становится мантрой, которой этот же самый персонал будет прикрываться вечно, тормозя развитие бережливки.
Главное - это как удобно бизнесу, а вовсе не сотруднику. Хорошо, когда это совпадает. А когда не совпадает - приоритет за бизнесом.
Примеры, когда сотруднику неудобно, а бизнесу удобно:
- Стандартизация. Это снижает незаменимость сотрудника, и ему лично почти ничем не помогает.
- Порядок в файлах. Сотрудник и в беспорядке найдет свои файлы. Если получится чуть дольше - ну что-ж, такова судьба. Но зато без него никто больше в них не разберется, а значит его не уволят.
- Оптимизация процессов между отделами. Сотруднику удобно занять позицию "моя хата с краю", и наплевать, как будут мучаться в других отделах.
Фраза очень популярна при внедрении системы 5S. Но покажите мне хоть одного человека в мире, с любым, каким угодно бардаком на рабочем месте, который не считал бы, что ему так удобно. Так, как ему удобно, мы и так видим до того, как начали что-то внедрять.
На Тойоте стандарты выполнения рабочих операций на конвейере сделаны для проверяющего или для начальника, а вовсе не для рабочего. Рабочий и так наизусть помнит, как что делать, он туда и не смотрит. Но стандарт нужен, чтобы любой мог подойти и проверить, всё ли правильно выполняет рабочий.
2. Деление рабочих операций на 3 категории
- Создающие ценность,
- Необходимые но не создающие ценность,
- Потери.
И в зависимости от этой классификации поступаем с ними так:
- Создающие ценность - операции нужны. В идеале весь рабочий процесс должен состоять только из таких операций.
- Необходимая, но не создающая ценность работа должна быть максимально сокращена.
- Потери должны быть устранены.
Данная нехитрая система - это криво понятая концепция от Тайити Оно.
Что с этим не так
А с чего взяли, что операции, создающие ценность, не нужно сокращать? Они же тоже должны занимать всё меньше и меньше времени! А мы по этой методике просто проходим мимо них, и никак не воздействуем.
А если воздействуем, то чем тогда они эти операции отличаются от не создающих ценность, и чем от потерь? А если ничем, то зачем тогда эта классификация?
Любую операцию нужно постараться устранить или максимально уменьшить! Полезную операцию тоже нужно устранить!!! Например, заменив более прогрессивным методом. Или повысить интенсивность.
Иногда какую-то не создающую ценность операцию нужно чуть увеличить, чтобы суметь из-за этого сильно уменьшить другую операцию, и тогда суммарная длительность должна снизиться. Но на моей памяти неукоснительное стремление исполнять эту бережливую парадигму мешало так сделать.
Однажды я хотел немного добавить работы (добавить небольшую операцию в цикл) сотруднику, создающему ценность, чтобы решить много проблем, которые возникали у сотрудника, который ценность не создавал. И мне не дали этого сделать, т.к. сотрудник, создающий ценность - (якобы) важнее.
Почему? Непонятно. И тот и тот получают зарплату. И тот и тот делает свое дело.

Я признаю, что польза от такого разделения может быть только на самом первоначальном этапе обучения специалиста. Чтобы рассказать принцип, основы. Но в реальной работе нужно эту концепцию отбросить, аннулировать.
Моя парадигма вместо этой, ошибочной: сокращать длительность всех операций.
Поэтому классификация не нужна.
3. Деление персонала на тот, который приносит ценность, и на вспомогательный
Это больше похоже на дискриминацию. Если эти рабочие места на предприятии есть, то значит у них есть функция. Иначе зачем их создавали? Почему не расформируют? Допустим, оператор отдела планирования не создает ценность. И что из этого? Осознание этого чем-то помогает нам?
Также, много пользы можно принести (нет) постоянно напоминая, что вы, сударь / сударыня, не создаете ценность.
Эта недо-концепция доводит даже до таких разговоров, что на доску почета предприятия надо помещать только тех, кто приносит ценность.
Только вот вопрос: делает ли это обстоятельство сотрудника бесполезным? Что-то наталкивает на мысль, что если оставить в компании только те штатные единицы, которые создают ценность, то это будет катастрофа. Это могут себе позволить только мелкие шараш-монтаж производства.

Однажды я проводил бенчмаркинг-сессию, и один из гостей у меня спросил, сколько у нас рабочих, и сколько всех остальных. Я ответил, что рабочих где-то 200, а всех остальных 400, и в сумме всех 600.
И тогда он сказал насмешливо:
- Это что значит, 200 человек ценность создают, а остальные 400 её кушают?
Вы когда-нибудь получали нокаут от невыносимого идиотизма? Когда вы теряете дар речи и перед глазами только красная пелена? Вот у меня как раз такое и случилось.
Не важна численность тех и этих. Важна только прибыль! Только себестоимость! Каким бы способом она ни достигалась.
Допустим, на предприятии есть автоматическая линия, на ней 3 рабочих создают ценность. А все остальные 50 сотрудников ценность не создают. Они занимаются охраной труда, кадровой работой, продажами, закупками, уборкой. И что с того?
Моя парадигма вместо этой, ошибочной: не делить сотрудников на касты. Добиваться финансового результата компании, а не процентного соотношения количества сотрудников по признаку создания ценности.
4. Деление логистических потоков на прямые, обратные и пересекающиеся
Я давно потерял счёт количеству планировок технологических линий, которые разработал.
При их проектировании нужно понимать, как изделие будет двигаться.
- Если потоки движения изделий будут пересекаться, то они будут мешать друг другу, создавать ДТП, создавать пробки. Но если изделие проходит по потоку раз в час, то они никогда друг другу не помешают.
- Если потоки движения изделий будут делать возвратные петли, а не только двигаться вперед, то изделие будет проделывать лишний путь. Поэтому назад ничего двигаться не должно.
Однажды я проектировал технологическую линию, в которой был какой-то такой кусок:
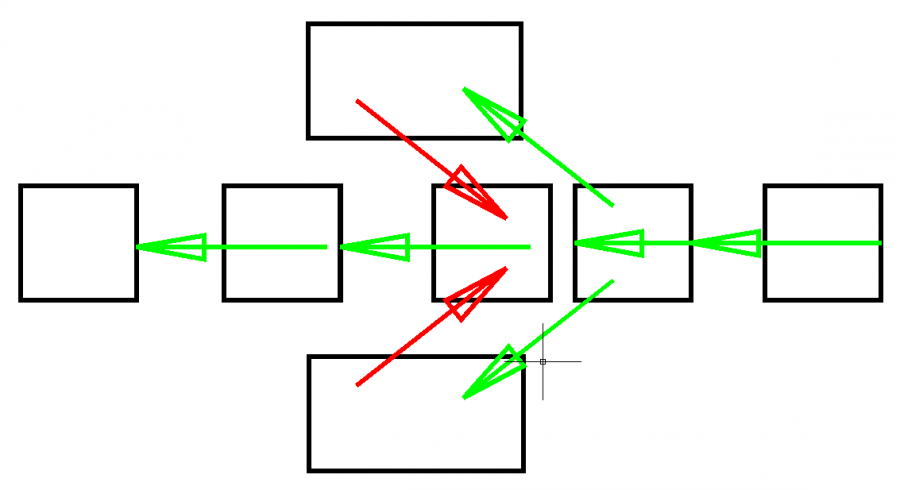
И я никак не мог ее согласовать, т.к. тут были возвратные потоки, которые я показал красным.
И мне пришлось сделать так, чтобы согласовать её:
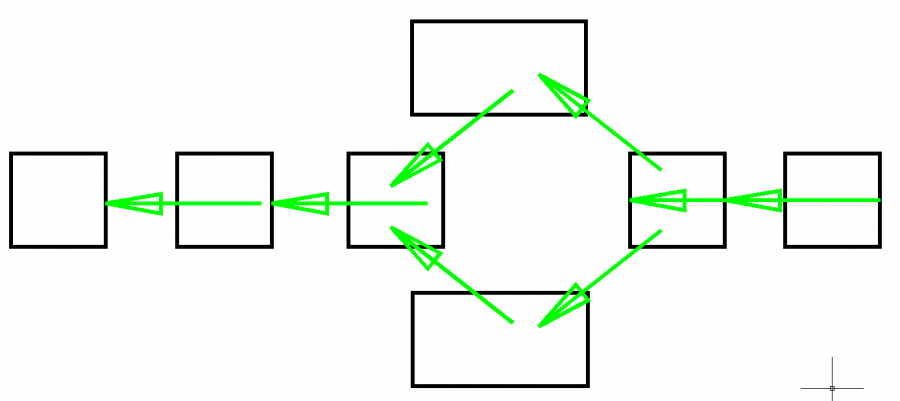
Я просто потратил больше площади, а длина пути не изменилась. Зато нет возвратных потоков. Вторая планировка явно хуже.
Моя парадигма вместо этой, ошибочной: логистические потоки должны быть как можно короче и проще. С минимизацией занимаемой площади.
Формулировка "как можно" подразумевает оптимальность и компромиссы, а не выполнение жестких правил.
5. Сдельная система оплаты труда - зло!
Фанатичные бережливцы шарахаются от сдельщины как черт от ладана потому что в японских книжках написано, что это главный враг бережливого производства. Но всё это от непонимания сути.
Японцы писали сугубо ПРО СЕБЯ. На их конвейерах это действительно было зло. Потому что ЗП работника зависела от того, сколько деталей он сделает. Он делал их и делал, и накапливал огромные запасы. А когда японцы решили перейти на вытягивающую систему, то поняли, что тогда всех операторов нужно переводить на оклад, т.к. если работать по канбану, то нужно делать столько деталей, сколько написано в канбане. Ни больше, ни меньше. И что если оставить сделку, то рабочие будут сильно против канбана, т.к. он заставляет их делать и зарабатывать меньше. Поэтому японские рабочие бы сказали, уберите свой канбан и дайте нам как раньше делать бесконечные горы деталей.
Но это же совешенно не означает, что сделка это всегда и везде зло! Если делать нужно действительно чем больше тем лучше. Если результат легко измерим, а работников нужно очень жестко замотивировать, то почему нет? От ситуации отталкиваться надо.
Как минимум это полезно тем, что становится не надо мотивировать. Это хорошо, когда процесс прост как 5 копеек, и нужна только энергичность, и объем работы "чем больше, чем лучше".
Мои кейсы, где фигурировала сдельная оплата труда:
Повышение производительности ремонтного участка
Внедрение системы 5S на производстве со сдельной оплатой труда
Моя парадигма вместо этой, ошибочной: сдельная оплата труда допустима, если здесь и сейчас она вам подходит.
6. Запасы - зло!
Не всегда запасы зло. Если у вас производится много номеклатур товаров, а быстрая переналадка имеет своим пределы, то хороший способ снизить сроки отгрузки готовой продукции клиенту - иметь определенные запасы готовой продукции. При поступлении заказа - сразу же их отгружать, и начинать производство продукции, чтобы снова восполнить неснижаемый остаток.
То же относится и к незавершенному производству.
По возможности запасы нужно снижать. Но только пока это целесообразно. И точно не жертвуя сроками отгрузки, чрезмерно частой переналадкой, или чем-то еще более дорогим, чем запасы.

Да и если объединять закупки в одну поставку, можно получить скидки, и поставщики будут лучше к вам относиться. Так что, это надо еще посчитать, в какой точке потерь меньше.
Моя парадигма вместо этой, ошибочной: нужно решить, какое количество запасов незавершенного производства и готовой продукции вы должны держать, и что вы от этого выиграете.
7. Семь (8, 9, 10) видов потерь

Это даже и близко не весь спектр потерь!
Где перерасход материалов, энергоресурсов?
Где перерасход площадей?
Где перерасход фонда оплаты труда?
Где ускоренный износ?
Где неверное ценообразование?
Концентрируясь на 7 видах потерь, можно не заметить гораздо больше!
У этого есть два популярных возражения:
- То, что я дописал - это не потери, а затраты.
- То, что я дописал и так входит в 7 видов потерь, просто нужно смотреть глубже. Оно там зашифровано.
А затраты от потерь чем отличаются? Тем, что их не нужно снижать что-ли?
А объединение потерь не выполняет свою единственную функцию - не помогает увидеть потери на производстве. А значит, ничем не помогает в работе.
Японцы
То есть проблема не в принципах как таковых, а в фанатиках.
Я предполагаю, что если тех японцев (может быть это были и не японцы, а американцы или советские люди), кто впервые определили эти парадигмы, поставить в эти спорные ситуации, они бы не задумываясь вышли бы за рамки своих же парадигм. И сказали бы, что их принципы носят рекомендательный общий характер, но вот тут же очевидно, что нужно сделать не так.
В книге "Ката Тойота" очень понятно написано, что японцы всегда в легком замешательстве от того, что иностранцы раз за разом приезжают и изучают решения, которые на Тойоте были приняты для решения совершенно определенных проблем. Но почему-то приезжающие не заостряют внимание на том, как японцы додумались до этих решений. В той книге написано, что японцы считают ошибкой копировать инструменты. Считают, что лучше бы скопировали метод придумывания инструментов.
Вывод:
Кто-то умудрился прочитать, что я написал тут, что бережливое производство не работает. Я такого не писал.
Многие прочитали, что я предлагаю переделать бережливое производство. Это не так. Я лишь говорю о том, за рамки бережливого производства можно легко и быстро выходить, когда это нужно. Важно то, что есть цель - достичь лучших показателей бизнеса. А способы могут быть любыми, и во что бы то ни стало пытаться вписать их в рамки БП - глупо.
Также по теме:
LEAN второго поколения. Как он мутирует, и как будет мутировать после карантина
"Сломай стереотип! Братский алюминиевый завод", 2010, Сергей Филиппов